В производстве автомобильных двигателей точность шлифования коленчатых валов не просто желательна, она жизненно необходима для конкурентоспособности. Для крупных заводов внедрение эльборового круга (CBN) на керамической связке может стать решающим фактором между высокорентабельной производственной линией и постоянными простоями.
Ниже мы представляем подробный технический анализ и реальный пример внедрения данной технологии на шлифовальном станке Junker. Этот кейс демонстрирует, как инновационные абразивы революционизировали обработку задней шейки коленчатого вала (шейки под шестерню), решив критические проблемы интенсивного износа и термической нестабильности, характерные для традиционных абразивных материалов.
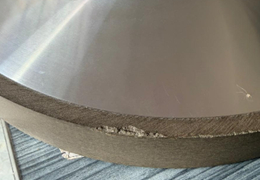
Задняя шейка коленчатого вала (шейка под шестерню) — это критически важный компонент, воспринимающий высокие динамические нагрузки. Ее механическая обработка требует жестких допусков по размерам, безупречной шероховатости поверхности и минимального времени цикла. В современном производстве автомобильных двигателей каждая секунда машинного времени имеет колоссальное значение.
Исторически использование традиционных шлифовальных кругов (на основе оксида алюминия) в процессах высокоскоростного шлифования сопровождалось рядом серьезных проблем:
Чтобы преодолеть эти барьеры и вывести общую производительность на новый уровень, наш клиент — ведущий международный производитель — принял решение о внедрении передовых технологий на базе кубического нитрида бора (CBN).

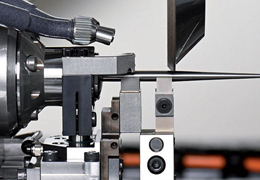
Для того чтобы технологи и инженеры могли масштабировать этот успех на своих предприятиях, крайне важно понимать точные условия эксплуатации. Данный проект реализовывался в условиях сверхжестких требований к металлообработке, адаптированных под шлифовальный станок Junker — безусловный стандарт в индустрии высокоскоростного шлифования (HSG).
.jpg)
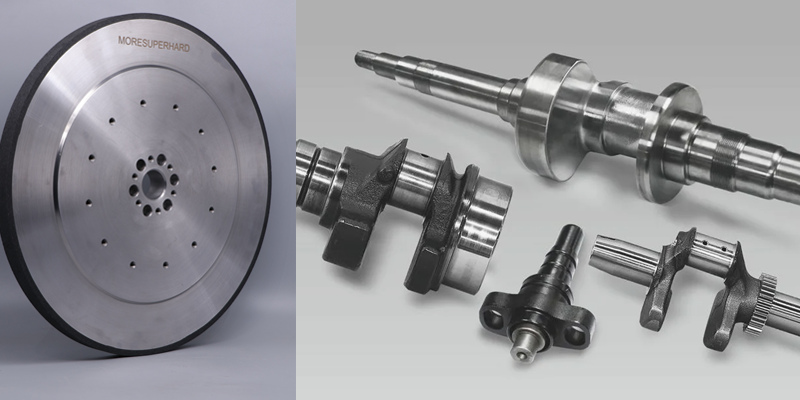
Основой столь резкого скачка производительности стала специфическая конструкция шлифовального круга и регламент его обслуживания. Сочетание зерен эльбора с керамической связкой создает открытую, но чрезвычайно прочную структуру, идеально подходящую для глубинного шлифования.
Стратегия правки инструмента: Использовался алмазный правящий ролик. Периодичность правки составила один раз на каждые 220 обработанных деталей.
В этих суровых эксплуатационных условиях предложенное решение для шлифования коленчатых валов продемонстрировало выдающиеся характеристики, оказав прямое влияние на экономическую рентабельность завода по четырем ключевым направлениям:
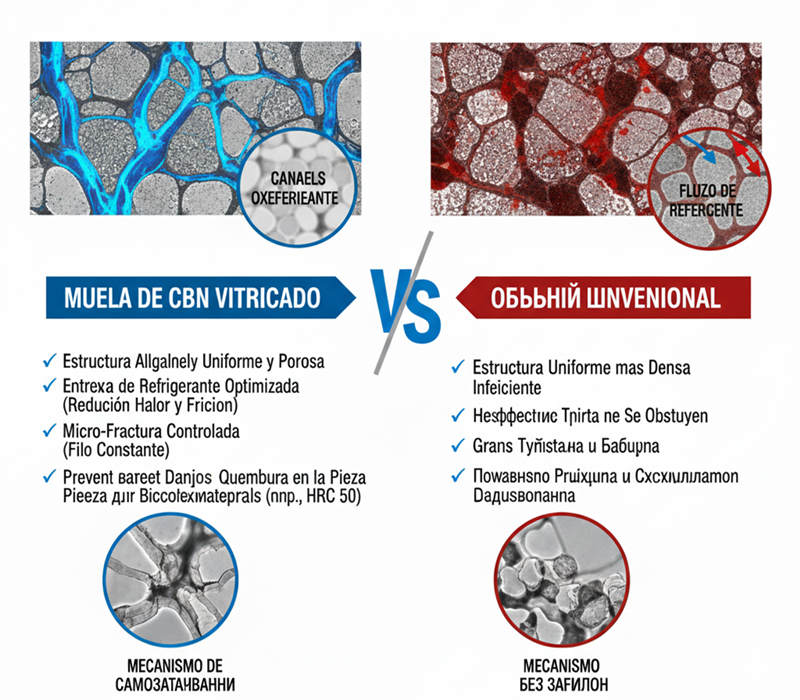
Для инженеров-технологов, стремящихся оптимизировать свои процессы, крайне важно понимать физику процесса. Эльборовый круг (CBN) на керамической связке обладает внутренне однородной и высокопористой структурой. Эти поры действуют как естественные гидродинамические каналы, доставляющие охлаждающее масло непосредственно в зону контакта шлифовального круга и детали.
Кроме того, данная связка обладает превосходным свойством самозатачивания (self-sharpening). По мере микроскопического затупления зерен эльбора, хрупкая керамическая связка контролируемо разрушается, обнажая новые острые режущие кромки. Эта особенность гарантирует, что круг остается «острым» на протяжении всего цикла, снижая трение, предотвращая выделение избыточного тепла и исключая прижоги на высокотвердых материалах (HRC 50).
Внедрение данной технологии для шлифования коленчатых валов на высокомощных станках перестало быть просто инновацией и стало обязательным промышленным стандартом. Этот практический кейс доказывает, что, несмотря на более высокую первоначальную стоимость суперабразивов, возврат инвестиций (ROI) оказывается колоссальным за счет сокращения времени цикла до 24 секунд и минимизации брака.
Ваше производство сталкивается с «узкими местами» при шлифовании валов или критически важных компонентов?
Не позволяйте традиционным абразивам ограничивать вашу производительность. Свяжитесь с нами сегодня для получения бесплатной технической консультации. Наши инженеры разработают индивидуальное решение, которое гарантированно снизит себестоимость обработки каждой детали. Запросите наш технический каталог суперабразивного инструмента прямо сейчас!
Круги из кубического нитрида бора (CBN) обладают твердостью, многократно превосходящей оксид алюминия, что позволяет им дольше сохранять профиль. Кроме того, пористая структура керамической связки лучше отводит тепло, снижая риск термических прижогов на критически важных деталях и позволяя сократить время цикла (как показано в кейсе: до 24 секунд на деталь).
Хотя они могут быть адаптированы для различных станков, они разработаны специально для максимального раскрытия потенциала на станках высокоскоростного шлифования (HSG), таких как шлифовальный станок Junker. Для работы на высоких периферийных скоростях (например, 90 м/с) станок должен обладать высокой жесткостью, мощным шпинделем и эффективной системой подачи чистого масляного СОЖ.
Самозатачивание — это контролируемое свойство керамической связки, позволяющее кругу обнажать новые, острые грани зерен CBN по мере износа поверхностного слоя. Это гарантирует, что инструмент поддерживает стабильные режущие свойства без необходимости постоянных остановок станка для правки, что существенно повышает Общую эффективность оборудования (OEE).
Чистое масло обеспечивает превосходные смазывающие свойства в зоне резания по сравнению с водоэмульсионными СОЖ. В сочетании с естественной пористостью круга на керамической связке, масло минимизирует экстремальное трение при скорости 90 м/с, устраняет вибрации, защищает круг от преждевременного износа и предотвращает термическое повреждение коленчатого вала.