На многих шлифовальных участках главная ежедневная головная боль — это вовсе не частота вращения шпинделя, а постоянные остановки станка для правки круга и риск появления невидимых микротрещин из-за теплового удара на готовых деталях. Когда часами стоишь у станка и шлифуешь закаленные валы твердостью более 60 HRC, прекрасно понимаешь, каково это — видеть, как круг теряет профиль всего после нескольких проходов. Приходится постоянно подстраивать размеры в системе ЧПУ и терять драгоценное производственное время.
В таких условиях кубический нитрид бора (CBN / эльбор) на керамической связке перестает быть просто красивым термином из каталогов. Это реальный инструмент выживания для оператора и начальника цеха. Ниже мы разберем прямо со стороны заводского цеха, почему эта технология вытесняет обычные электрокорундовые круги и бакелитовые связки там, где точность измеряется микронами.
Многие клиенты отмечают, что жесткие требования к времени цикла и дефицит квалифицированных шлифовщиков заставляют производства пересматривать привычные техпроцессы. Первое, что обычно происходит при работе со стандартным кругом из оксида алюминия (электрокорунда): оператор тратит значительную часть смены на правку (правящим карандашом или роликом), чтобы восстановить геометрию круга и не допустить прижога детали.
При непрерывном производстве это недопустимо. Бутылочное горлышко на участке шлифовки останавливает всю последующую сборочную линию. Требования к геометрическим допускам в производстве трансмиссий или прецизионной гидравлики сокращают поле допуска до нескольких микрон. Переход на круги из CBN на керамической связке стабилизирует процесс, позволяя станку работать стабильно и без тепловых деформаций часами.
Шлифовальный круг из CBN на керамической связке — это высокопроизводительный инструмент из суперабразива, в котором зерна кубического нитрида бора (по твердости уступающего только алмазу) удерживаются жесткой силикатной или стекловидной (керамической) матрицей, прошедшей высокотемпературный обжиг. В отличие от кругов на органической связке, керамическая структура создает жесткие и стабильные мостики между зернами эльбора и обладает естественной пористостью. Это обеспечивает беспрепятственный доступ смазочно-охлаждающей жидкости (СОЖ) непосредственно в зону резания, облегчает удаление микростружки и гарантирует высочайшую геометрическую стабильность круга, что позволяет вести высокоскоростную шлифовку без потери исходного профиля.
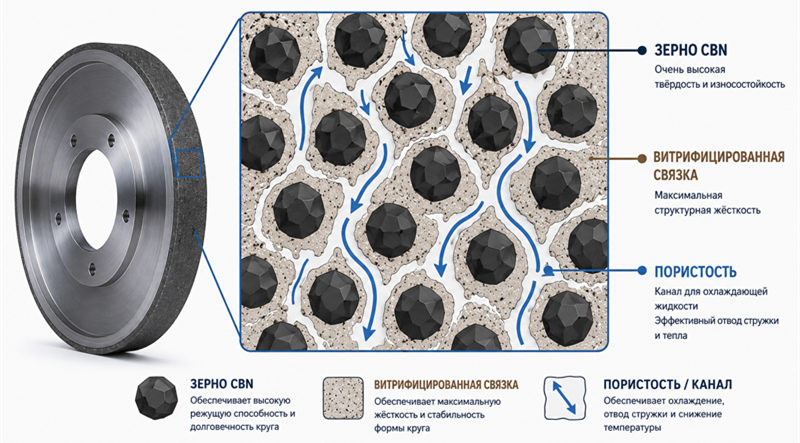
Чтобы понять поведение этого инструмента в работе, необходимо детально рассмотреть два его ключевых элемента: абразивное зерно и удерживающую его связку.
Кубический нитрид бора — это сверхтвердый синтетический материал, по своей микротвердости уступающий только алмазу. Однако у него есть критически важное преимущество при обработке черных металлов: химическая инертность к углероду при высоких температурах. Если попробовать шлифовать закаленную сталь алмазным кругом, высокая температура вызовет химическую реакцию растворения алмаза в железе, из-за чего круг износится за считанные минуты. Эльбор (CBN) химически стабилен при температурах вплоть до 1000 °C, что делает его оптимальным решением для обработки легированных и закаленных сталей.
Керамическая связка представляет собой жесткую стекловидную матрицу. В отличие от бакелитовых (органических) связок, которые упруго деформируются и разрушаются под воздействием тепла, керамика обладает абсолютной жесткостью. Она надежно удерживает зерна CBN на месте под действием высоких сил резания. При этом керамика достаточно хрупкая: когда зерно затупляется и нагрузка на него возрастает, удерживающий его керамический мостик скалывается. Происходит выкрашивание изношенного зерна и обнажение новых, острых режущих кромок. Этот процесс называется самозатачиванием круга.
Секрет эффективности керамической связки кроется в ее контролируемой пористости. При производстве круга технологи могут точно задавать соотношение объемов зерна, связки и пустот (пор). Эти поры работают как микрорезервуары, доставляя СОЖ прямо в зону контакта круга с деталью. Кроме того, поры служат свободным пространством для размещения микростружки в процессе резания. Это предотвращает засаливание круга и снижает трение.
Керамическая связка превосходит органическую благодаря существенно более высокой жесткости и температурной стойкости, что обеспечивает превосходное удержание профиля круга при высоких нагрузках. Бакелитовая связка упруга и склонна к пластической деформации и ускоренному износу при обработке твердых сталей, что приводит к уходу размеров и потере профиля на радиусах деталей. Керамическая связка жестко фиксирует зерна CBN, а ее пористая структура работает как внутренние каналы для СОЖ, снижая тепловыделение и облегчая процесс правки (dressing) алмазными роликами, что крайне трудно реализовать на мелкозернистых бакелитовых кругах.
Когда смена длится несколько часов, а точность деталей на выходе измеряется микронами, правильный выбор инструмента подтверждается конкретными цеховыми показателями.
На производстве эффективность работы круга оценивается коэффициентом шлифования или G-Ratio (отношение объема снятого металла к объему износа самого круга). Если у стандартного корундового круга этот показатель составляет всего 50–150, то у правильно подобранного круга из CBN на керамической связке он достигает значений от 5 000 до 20 000. Оператор сразу замечает, что диаметр круга остается практически неизменным даже после обработки сотен деталей.
Тепловое повреждение поверхностного слоя закаленных деталей — самая частая причина брака при прохождении ОТК. Когда обычный круг засаливается, он перестает резать и начинает тереть деталь, мгновенно нагревая ее выше температуры фазового перехода стали. Это приводит к возникновению остаточных напряжений растяжения и прижогам. Пористая структура керамического CBN-круга и высокая теплопроводность эльбора отводят тепло в стружку и СОЖ, сохраняя неизменной структуру металла детали.
Прочность зерен CBN и жесткость керамической связки позволяют работать на высоких скоростях резания (обычно от 60 до 120 м/с, а на современных станках с ЧПУ — до 140 м/с). Это позволяет значительно поднять минутный объем съема материала (MRR) без риска разрушения круга или деформации заготовки.
При серийном производстве главное — это стабильность. При работе с обычными или бакелитовыми кругами шероховатость постоянно "плавает": она минимальна сразу после правки и быстро растет по мере затупления круга. Круг из CBN на керамической связке за счет эффекта самозатачивания обеспечивает стабильный Ra (например, в диапазоне от 0,2 до 0,4 мкм) от первой до последней детали в партии.
Правка круга — это не только потеря машинного времени, но и ускоренный износ дорогостоящего алмазного инструмента. На одном из предприятий при шлифовании колец подшипников обычным кругом правка требовалась каждые 5 деталей. Переход на специально спроектированный круг из CBN на керамической связке позволил увеличить интервал между правками до 600 деталей, сократив простой оборудования на 85%.
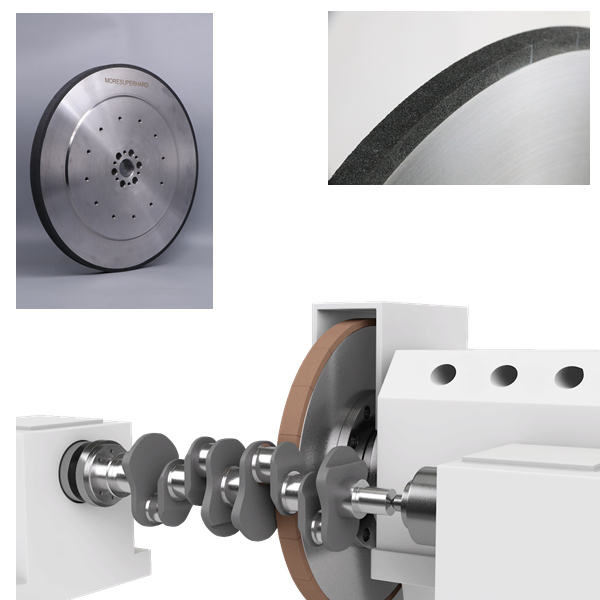
При шлифовании длинных валов или деталей со сложным профилем (например, коленчатых и распределительных валов) малейший износ круга приводит к конусности или искажению профиля. Круги из CBN на керамической связке превосходно держат кромку и радиусы, гарантируя идеальную круглость и цилиндричность деталей во всей партии.
Снабженцы часто хватаются за голову, видя цену круга из CBN на керамической связке, которая может в десятки раз превышать стоимость обычного круга. Однако при расчете полной себестоимости (с учетом снижения простоев станка, экономии на правящем инструменте, отсутствия брака по прижогам и сокращения времени цикла) затраты на обработку одной детали значительно снижаются, быстро окупая первоначальные вложения.
Выбирать круг из CBN на керамической связке необходимо при обработке закаленных сталей твердостью от 50 HRC и выше (включая быстрорежущие стали HSS, шарикоподшипниковые стали типа ШХ15/100Cr6 и инструментальные стали), в средне- и крупносерийном производстве, где требуются жесткие допуски (менее 5 микрон) и стабильная шероховатость поверхности (Ra < 0.4 мкм). Также данный инструмент незаменим, если время цикла ограничено, а технологическое оборудование (станки с ЧПУ марок Studer, Junker, Danobat, Toyoda и др.) обладает достаточной жесткостью и поддерживает скорость вращения шпинделя не менее 60–80 м/с.
Данная технология целесообразна не для каждой операции, но в ряде отраслей она стала отраслевым стандартом.

При обработке желобов наружных и внутренних колец подшипников критически важны параметры круглости и точность профиля радиуса. Керамический круг из CBN позволяет вести внутреннее шлифование на высоких скоростях, сохраняя геометрию радиуса неизменной на протяжении тысяч деталей без риска прижогов подшипниковой стали.
Шлифование кулачков распределительных валов и шеек коленчатых валов требует высокой производительности съема металла за минимальное время. Применение CBN-кругов на высокоскоростных станках с ЧПУ (например, Junker или Schaudt) позволяет совмещать черновые и чистовые переходы за один установ, исключая появление термических микротрещин в поверхностном слое заготовки.
При вышлифовке стружечных канавок и заточке сверл, фрез или метчиков из быстрорежущих сталей обычные круги моментально изнашиваются из-за высокой легированности материала. Эльбор на керамической связке режет быстрорежущую сталь мягко и точно, не оставляя заусенцев и сохраняя остроту режущих кромок инструмента.
Они предотвращают тепловые прижоги за счет синергии высокой теплопроводности эльбора и пористой структуры керамической связки. Зерна CBN мгновенно отводят тепло из зоны контакта в стружку и смазочно-охлаждающую жидкость, не позволяя заготовке нагреться до критической температуры структурных превращений стали. Одновременно с этим открытые поры круга доставляют достаточный объем СОЖ непосредственно в зону резания, минимизируя силу трения и исключая возникновение остаточных растягивающих напряжений и микротрещин.
Для наглядности сравнем основные эксплуатационные параметры трех наиболее распространенных типов шлифовальных кругов в таблице ниже:
| Характеристика / Параметр | CBN на керамической связке | CBN на бакелитовой связке | Электрокорунд (Al2O3) |
|---|---|---|---|
| Ресурс круга (G-Ratio) | Очень высокий (5 000 - 20 000) | Средний (500 - 1 500) | Низкий (50 - 150) |
| Рекомендуемая скорость шлифования | 60 - 120 м/с (и выше) | 30 - 60 м/с | 30 - 45 м/с |
| Тепловыделение в зоне контакта | Минимальное (активная пористость) | Умеренное (высокое трение связки) | Высокое (требует частой правки) |
| Частота правки круга | Минимальная (автоматический цикл) | Средняя (требует ручного вскрытия) | Очень высокая (каждые несколько деталей) |
| Сохранение сложного профиля | Отличное (жесткие кромки и радиусы) | Низкое (упругий износ кромок) | Низкое (быстрая потеря геометрии) |
| Начальная стоимость круга | Высокая | Средняя | Очень низкая |
| Себестоимость готовой детали | Очень низкая (при серии) | Умеренная | Высокая (из-за брака и простоев) |
Даже самый качественный импортный инструмент не покажет заявленной эффективности, если допустить грубые технологические ошибки на производстве.
Это классический промах отделов закупок, оторванных от реального производства. Сравнивать стоимость корундового круга и круга из CBN напрямую бессмысленно. Они не учитывают, что один эльборовый круг заменяет десятки обычных, сокращает время цикла резания в разы и сводит к нулю затраты на утилизацию бракованных деталей из-за термических прижогов.
Эльбор на керамической связке требует высокой жесткости шпиндельного узла и направляющих. Если установить такой круг на старый люфтящий станок, возникнет микровибрация (дробление). Из-за этого зерна CBN будут не резать, а скалываться, что приведет к мгновенному износу дорогого инструмента. Станки с ЧПУ от ведущих брендов (Studer, Junker, Danobat, Toyoda) изначально проектируются с учетом работы на высоких скоростях и жестких режимах, раскрывая потенциал CBN-кругов на 100%.
Поскольку шлифование идет на высоких скоростях, вокруг круга создается мощный воздушный поток. Если сопло подачи СОЖ установлено неверно или давление жидкости слишком низкое, СОЖ просто не попадет в зону резания. Струя должна подаваться точно в клин между деталью и кругом под давлением, способным преодолеть воздушный барьер, а сама жидкость должна проходить качественную тонкую фильтрацию.
Жесткость станка критически важна, так как для эффективного микрорезания и запуска процесса самозатачивания зерен эльбора требуются высокие удельные силы резания и высокие скорости (от 60 м/с). При недостаточной жесткости станины или люфтах в шпинделе неизбежно возникают автоколебания (вибрации), вызывающие преждевременное выкрашивание зерен CBN и лавинообразный износ керамической связки. Современные станки с ЧПУ классов точности "выдающаяся" и "особо высокая" обеспечивают необходимую жесткость и микронную точность подачи, позволяя реализовать весь ресурс и гарантировать стабильность размеров деталей.
Чтобы правильно подобрать характеристики инструмента под ваши задачи, воспользуйтесь следующим чек-листом:
Почему эльборовый круг на керамической связке засаливается?
Засаливание (забивание пор стружкой) обычно происходит из-за недостаточного давления СОЖ, которая не успевает вымывать шлам из пор круга, либо из-за слишком низкой скорости шлифования, при которой не происходит самозатачивание. Также причиной может быть неправильный выбор структуры круга — для вязких материалов требуется более открытая (пористая) структура.
Можно ли использовать круги из CBN на керамической связке при сухом шлифовании?
Использовать этот инструмент без СОЖ крайне не рекомендуется. Несмотря на высокую теплостойкость CBN, сухое шлифование на керамической связке приводит к резкому росту сил трения, термическому повреждению связки и быстрому износу круга, а также к появлению прижогов на детали. Использование качественной смазочно-охлаждающей жидкости обязательно.
В чем основное различие между кругами из CBN (эльбора) и алмазными кругами?
Разница в химическом сродстве к обрабатываемому материалу. Алмаз при высоких температурах активно растворяется в железе, поэтому его нельзя применять для обработки сталей. Эльбор (CBN) абсолютно нейтрален к железу, что делает его идеальным абразивом для любых закаленных сталей, в то время как алмаз используется для обработки твердых сплавов, керамики, стекла и цветных металлов.
Когда анализируешь ежедневную работу шлифовального участка, понимаешь, что выбор инструмента напрямую определяет экономику всего производства. Переход на круги из CBN на керамической связке — это не просто дань прогрессу, а взвешенное инженерное решение, позволяющее стабилизировать техпроцесс, исключить человеческий фактор при частой правке и гарантировать безупречное качество ответственных деталей.
Если на вашем производстве остро стоят проблемы прижогов, нестабильности размеров или низкой производительности на операциях чистовой шлифовки, мы готовы помочь в детальном анализе техпроцесса. Каждое сочетание марки стали, жесткости станка (будь то Studer, Danobat, Junker или другое прецизионное оборудование) и требуемой шероховатости требует индивидуального подбора характеристик круга. Мы поможем вам рассчитать оптимальную пористость, зернистость и твердость связки, чтобы минимизировать себестоимость обработки ваших деталей и повысить реальную эффективность цеха.