В большинстве цехов производство сменных пластин из поликристаллического кубического нитрида бора (ПКНБ/PCBN) часто натыкается на один и тот же скрытый барьер. Когда шлифуешь уже несколько часов подряд, оператор сразу замечает, что геометрия фаски начинает «плыть». Первое, что обычно происходит — на режущей кромке появляются мельчайшие сколы. Они практически незаметны невооруженным глазом, но под микроскопом картина выглядит плачевно.
Подготовка режущей кромки (в цехах её часто называют edge preparation) — это не просто косметическая финишная операция. Это критически важный фактор, от которого зависит, выдержит ли высокопроизводительный инструмент прерывистое резание при обработке закаленных сталей или полностью разрушится в первые же минуты контакта с деталью. В этой технической статье мы разберем, как оптимизировать этот процесс с помощью алмазных кругов на керамической связке, сравним их эффективность с другими типами связок и разберем, как избежать типичных ошибок при шлифовании в условиях реального производства.
.jpg)
Режущая кромка пластины сразу после чернового периферийного шлифования получается чрезвычайно острой и из-за этого хрупкой. Подготовка кромки заключается в намеренном изменении её геометрии, чтобы правильно перераспределить механические и тепловые нагрузки при резании.
Технологический маршрут обработки режущей кромки выглядит следующим образом:
Острая кромка → Шлифование упрочняющей фаски (T-Land) → Округление кромки (Honing) → Полирование и сглаживание
Чтобы понимать, как ведет себя пластина в условиях реального производства, разделим геометрию её режущей зоны на три составляющие:
Все дело в его экстремальной твердости и сопутствующей ей хрупкости. ПКНБ — второй по твердости материал после алмаза, что позволяет ему эффективно резать закаленные черные металлы на высоких скоростях. Однако его вязкость разрушения невелика. Любой микродефект, тепловая трещина или мельчайший скол, оставшийся на кромке после периферийного шлифования, становится концентратором напряжений. В жестких условиях высокоскоростного резания эти дефекты мгновенно разрастаются, приводя к сколу или полному разрушению пластины. Точная подготовка заменяет хрупкую острую кромку прочной геометрией, способной выдерживать огромные сжимающие нагрузки.
При непрерывном производстве многие клиенты делятся с нами наблюдениями: одни пластины работают вдвое дольше других, хотя они из одной партии и используются на одинаковых режимах. При анализе таких случаев в лаборатории метрологии причина почти всегда оказывается стандартной — нанометровые отклонения в целостности режущей кромки.
После шлифования на острой кромке ПКНБ часто остаются невидимые глазу дефекты:
Если отправить такие пластины сразу на станок заказчику без подготовки кромки, износ в первые минуты работы будет катастрофическим. Силы резания сконцентрируются в дефектных зонах, точность обработки детали уплывет, и оператор будет вынужден экстренно останавливать линию для замены инструмента.
Микровыкрашивание нарушает равномерное распределение усилий резания. При обработке вместо плавного схода стружки и равномерного трения возникают вибрации (дробление) и локальный скачок температуры. Микротрещины, неизбежно сопровождающие выкрашивание, быстро развиваются под действием термомеханической усталости. В итоге постепенный, предсказуемый износ превращается в катастрофическую поломку пластины прямо в процессе обработки детали.
Чтобы показать проблему на конкретных цифрах, разберем кейс одного завода по производству автомобильных шестерен. Там использовали стандартные пластины из ПКНБ для торцевой обработки закаленных цементированных шестерен (HRC 58–62) в условиях прерывистого резания.
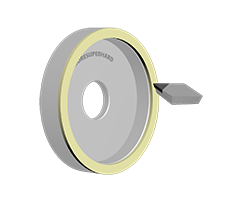
При шлифовании фасок на сверхтвердых материалах именно тип связки алмазного круга определяет общую рентабельность процесса. Традиционно в цехах часто применяли круги на органической связке (бакелитовой) из-за их низкой первоначальной стоимости и простоты вскрытия профиля. Однако при серийном производстве пластин из ПКНБ керамическая связка (vitrified bond) дает неоспоримые технологические преимущества благодаря своей структуре:
В первую очередь из-за жесткости структуры, износостойкости и теплостойкости. Органическая (бакелитовая) связка быстро деградирует под воздействием сверхвысоких температур, возникающих при контакте с ПКНБ. Керамическая же связка легко выдерживает экстремальные температуры без потери прочности. Кроме того, упругая деформация органической связки приводит к искажению ширины и угла фаски на пластине, тогда как жесткий керамический круг полностью исключает эту проблему.
| Технические характеристики | Керамическая связка (Vitrified Bond) | Органическая связка (Resin Bond) |
|---|---|---|
| Точность геометрии фаски | Отличная (без искажений размеров) | Умеренная (заваливает острую кромку) |
| Стабильность профиля круга | Высочайшая (подходит для жестких допусков) | Ограниченная (требует частой подправки) |
| Отвод тепла из зоны резания | Очень высокий (благодаря развитой пористости) | Умеренный или низкий (высокий риск прижогов) |
| Способность к самозатачиванию | Отличная и прогнозируемая | Быстрая, но с потерей исходного профиля |
| Стойкость алмазного круга | Очень высокая | Низкая или средняя |
| Применимость в серийном производстве | Оптимально (для автоматических циклов) | Ограниченно (для штучного изготовления) |
Для облегчения выбора мы подготовили четкую схему, ориентированную на конкретные производственные задачи:
Многие поставщики присылают стандартный инструмент, ориентируясь только на наружный диаметр и ширину круга, указанные заказчиком. Но наш опыт подсказывает: чтобы инвестиции в инструмент окупились, нужно детально изучить условия работы:
Выбор зависит от этапа обработки. Для быстрого съема материала при формировании крупных фасок рекомендуется зернистость W35 (около 400 mesh по ASTM). Для стандартных операций, где важен баланс скорости шлифования и качества кромки, золотым стандартом является W20 (около 800 mesh). Если же требуется зеркальный блеск и полное отсутствие микронеровностей на фаске, переходят на ультратонкие порошки класса W10 или W7 (от 1500 до 2000 mesh).
Данная таблица помогает сориентироваться при выборе зернистости под разные требования к качеству фаски:
| Тип операции / Требуемое качество фаски | Обозначение зернистости | Размер фракции (мкм) | Результат на режущей кромке |
|---|---|---|---|
| Черновая обработка / крупные фаски | W35 | 30 - 40 | Высокая скорость съема, заметные следы шлифования |
| Стандартная точная фаска | W20 | 15 - 25 | Оптимальный баланс производительности и чистоты поверхности |
| Чистовая обработка с низкой шероховатостью | W10 | 8 - 12 | Чистая кромка, минимальное образование заусенцев |
| Зеркальный финиш высокой точности | W7 | 5 - 8 | Нанометровая шероховатость, максимальная стойкость к усталости |
Даже с самым лучшим кругом на керамической связке некорректно выстроенный процесс может испортить пластину. Ниже приведены самые частые ошибки, которые мы видим на реальных производствах.
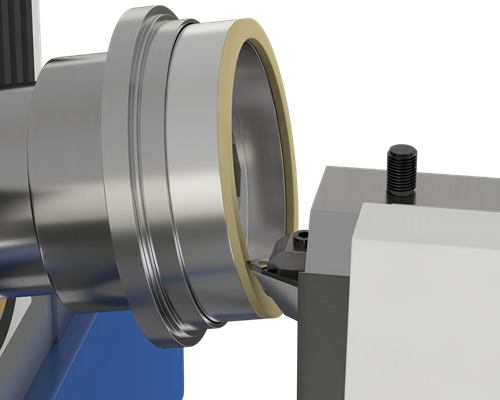
При шлифовании ПКНБ температура в зоне резания легко перешагивает за 1000 °C. Если сопла подачи СОЖ сбиты или давления недостаточно, поток жидкости не может пробить воздушный барьер, создаваемый быстровращающимся кругом.
Желая ускорить цикл обработки, технологи иногда завышают скорость подачи на прецизионном заточном станке.
Попытки экономить время и править круг только тогда, когда он окончательно потерял свою геометрическую форму.
Правильное охлаждение критически важно для защиты керамической связки и предотвращения термической деструкции алмаза. При температурах выше 700 °C в присутствии кислорода алмаз (чистый углерод) начинает графитизироваться, теряя свою твердость. Постоянная подача СОЖ под высоким давлением не только охлаждает зону контакта, предотвращая графитизацию, но и вымывает шлам из пор керамического круга. Это исключает засаливание инструмента, которое приводит к росту трения и перегреву детали.
| Наблюдаемый дефект | Вероятная первопричина | Рекомендуемое решение |
|---|---|---|
| Сильное выкрашивание на кромке | Слишком крупное зерно алмаза или завышенная подача | Перейти на более мелкое зерно (например, W20) и снизить скорость подачи станка. |
| Прижоги на пластине (темные пятна) | Недостаток СОЖ в зоне резания или засаливание круга | Перенаправить сопла СОЖ, увеличить давление подачи жидкости и провести правку круга для восстановления режущей способности. |
| Нестабильная ширина фаски | Прогиб круга (характерно для органики) или износ профиля | Заменить круг на жесткий алмазный круг на керамической связке и проверить люфты шпинделя станка. |
| Низкая производительность съема | Неверный подбор связки или избыточная концентрация | Скорректировать спецификацию керамического круга, выбрав более мягкую связку или снизив концентрацию алмаза. |
Когда вы планируете заказать алмазный круг под индивидуальные задачи шлифования фасок ПКНБ, стандартного запроса серии «нужен круг диаметром 150 мм» недостаточно. Для разработки оптимального инструмента подготовьте следующие данные:
Подготовка режущей кромки пластин из ПКНБ — это не второстепенная операция, а ключевой технологический этап, определяющий жизнеспособность инструмента в сложнейших условиях металлообработки.
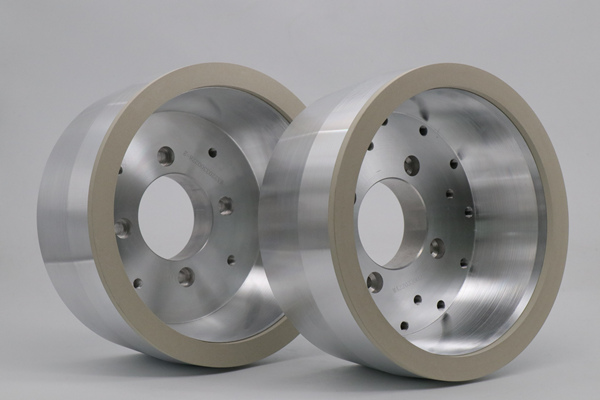
Применение алмазных кругов на керамической связке обеспечивает жесткость, стабильность геометрии и эффективный отвод тепла. Это гарантирует, что каждая фаска будет пришлифована с микронной точностью от детали к детали, из партии в партию. Индивидуальный подбор характеристик круга под ваши задачи — залог снижения себестоимости продукции и роста стабильности вашего производства.
Если ваши технологи регулярно сталкиваются с проблемой выкрашивания режущей кромки, нестабильными размерами фасок или вас не устраивает стойкость текущих алмазных кругов, свяжитесь с нашими инженерами по шлифованию. Мы проанализируем параметры ваших станков и обрабатываемых материалов, чтобы разработать индивидуальное технологическое решение.
.jpg)
Черновое периферийное шлифование оставляет на кромке пластины микроскопические трещины и зазубрины. Подготовка кромки (нанесение фаски или округление) убирает эти слабые места, перераспределяя нагрузку и предохраняя сверхтвердый, но хрупкий ПКНБ от выкрашивания и поломок при резании.
Керамическая связка значительно превосходит органическую при серийном производстве за счет своей жесткости и пористости. Она не деформируется под нагрузкой, дольше держит профиль круга и эффективно выводит тепло из зоны резания. Органическая связка подходит только для мелкосерийных задач или прототипов, где требования к повторяемости геометрии ниже.
Нет, это неэффективно. Марки ПКНБ существенно отличаются по составу (высокое или низкое содержание нитрида бора, различные связующие основы). Для каждого типа материала требуется своя структура керамической связки, плотность удержания зерна и концентрация алмаза, иначе вы столкнетесь либо с быстрым износом круга, либо с прижогами инструмента.
Точная цифра зависит от характера обработки заготовки (непрерывное или прерывистое точение), но на практике при обработке закаленных сталей стойкость правильно подготовленной пластины из ПКНБ возрастает на 50% и более по сравнению с пластиной, у которой кромка осталась острой или была прошлифована некорректным кругом.
Необходимо предоставить чертеж пластины с параметрами фаски, марку обрабатываемого ПКНБ, модель заточного станка, характеристики давления и расхода СОЖ, а также требования к шероховатости поверхности готовой детали.