На фоне глобальной модернизации производства тяжелой техники и вооружений, порошковая быстрорежущая сталь (PM-HSS, например, ASP2052) с твердостью 66-68 HRC стала основным материалом для сложного инструмента (протяжек, червячных фрез). Однако традиционные круги из электрокорунда при шлифовании PM-HSS быстро затупляются и вызывают прижоги режущей кромки; эффективное время работы оборудования составляет менее 40%. В данной статье подробно рассматривается: как за счет специализированных эльборовых кругов (CBN) на высокопористой керамической связке и оптимизации параметров процесса повысить эффективность заточки протяжек в 3 раза, увеличить цикл правки более чем в 10 раз и в конечном итоге снизить совокупную себестоимость производства одного инструмента на 40%.
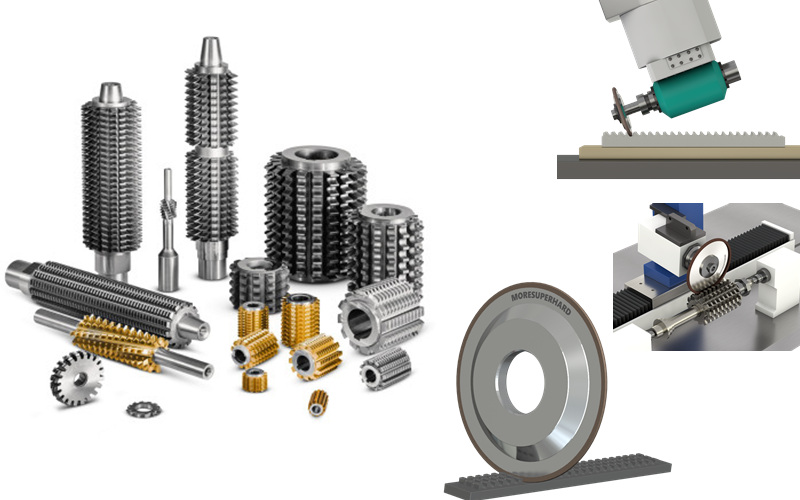
В последние годы предприятия в ключевых промышленных кластерах Евразии, специализирующиеся на военной промышленности, тяжелом машиностроении, производстве большегрузных коммерческих автомобилей и энергетического оборудования, переживают беспрецедентный рост мощностей. Особенно в условиях экстремальных нагрузок и сверхнизких температур к долговечности и точности резания сложного высокоточного инструмента (протяжки, червячные фрезы, долбяки) предъявляются жесточайшие требования.
Традиционная быстрорежущая сталь (HSS) уже не может удовлетворить потребности современной высокопроизводительной обработки. На первый план уверенно выходит порошковая быстрорежущая сталь (PM-HSS). На примере популярного в тяжелом машиностроении материала ASP2052: высочайшее содержание легирующих элементов формирует в его структуре равномерные и мелкие карбиды. После термообработки твердость стабильно держится на уровне HRC 66~68, обеспечивая превосходную красностойкость и износостойкость.
Однако «идеальный материал» обернулся «кошмаром шлифовки» для инструментальных цехов. Когда старейшие заводы-изготовители инструмента с большими надеждами устанавливают крупногабаритные заготовки из PM-HSS на шлифовальные станки, они с отчаянием обнаруживают: проверенные годами традиционные технологии шлифования оказываются полностью несостоятельными.

При обработке высокотвердой и вязкой стали PM-HSS традиционные круги из белого или хромистого электрокорунда (Al2O3) при выполнении ключевой операции — заточки профиля протяжек — сталкиваются с тремя фатальными технологическими барьерами:


Чтобы окончательно решить проблему шлифования высоколегированной PM-HSS, фундаментальная логика должна заключаться в принципе «твердое против твердого». Будучи на сегодняшний день оптимальным решением для обработки высокотвердых сплавов на основе железа, шлифовальные круги из кубического нитрида бора (CBN / Эльбор) уступают по твердости только алмазу и обладают высочайшей термохимической стабильностью к железу.
Мы предлагаем ведущим зарубежным заводам тяжелого инструментального машиностроения не просто «заменить круг», а полный пакет специализированных технологических решений для сложного инструмента:
| Ключевой технологический аспект | Традиционное решение (Электрокорунд) | Наше специализированное решение CBN | Техническая и коммерческая ценность |
|---|---|---|---|
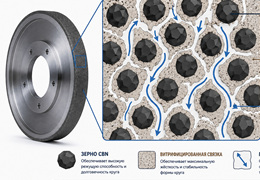
| Тип абразива | Электрокорунд (Al2O3) | Высококачественный CBN (Зернистость B126~B181) | Твердость CBN намного превышает твердость карбидов в PM-HSS. Микрорезание экстремально острое, проблема затупления полностью устранена. |
| Система связки | Обычная керамическая связка | Высокопрочная, высокопористая керамическая связка | Идеальное удержание профиля радиуса круга; высокая пористость значительно улучшает размещение стружки и отвод тепла. |
| Концентрация | Низкая / Стандартная | Экстремально высокая (125%~150%) | Количество эффективных абразивных зерен на единицу площади удваивается, режущая способность стабильна, срок службы круга увеличивается в геометрической прогрессии. |
| Твердость круга | Степень K~L (Мягкая) | Степень N~P (Средне-твердая) | Обеспечивая отличную самозатачиваемость, связка надежно удерживает дорогие зерна CBN от преждевременного выпадения, строго контролируя затраты на расходные материалы. |
.jpg)
На практике мы провели совместное планирование эксперимента (DOE) с инженерной командой ведущего завода по производству протяжек, расположенного в ключевом промышленном центре Евразии. Для их условий крупносерийной обработки протяжек из ASP2052 (HRC 66-68) была проведена радикальная реконструкция параметров и успешно определено «золотое окно шлифования»:
При экстенсивном производстве отделы закупок часто отказываются от кругов CBN из-за высокой начальной цены. Однако этот крупный завод, взяв за основу реальную производственную модель с годовым выпуском 1000 тяжелых протяжек из PM-HSS, подвел потрясающий «итоговый баланс»:
Практический вывод: Хотя стоимость закупки одного круга CBN значительно выше корундового, комплексный учет «расхода кругов + рабочего времени + амортизации станков + процента брака» показывает, что общая производственная себестоимость обработки 1000 протяжек резко упала примерно на 40%! Маржинальность каждого выпущенного инструмента значительно возросла.
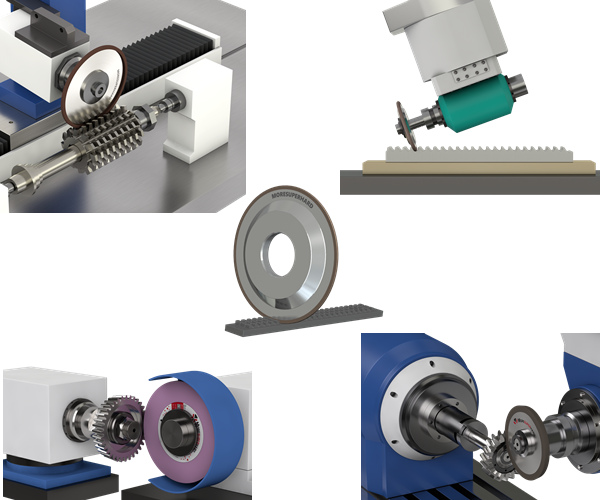
Благодаря непревзойденной способности удерживать профиль (Form retention) и высокой скорости съема материала, эта специализированная технология шлифования CBN на керамической связке также идеально подходит для других высокомаржинальных производственных линий инструментальных заводов:
Качественный скачок в материалах режущего инструмента неминуемо требует синхронной модернизации базовых технологий шлифования. В эпоху повсеместного использования порошковой быстрорежущей стали (PM-HSS) продолжать цепляться за корундовые круги равносильно попытке «рубить железную броню деревянным мечом». Внедрение специализированных кругов CBN — это не просто «замена расходников», а производственная революция, помогающая заводам тяжелого машиностроения раскрыть максимальную производительность и закрыть «черную дыру» затрат.
Ваш цех также страдает от низкой эффективности шлифования и частых прижогов сложного инструмента высокой твердости (PM-HSS, ASP2052)?
[Свяжитесь с нашей командой ведущих инженеров по шлифованию прямо сейчас], чтобы получить бесплатную диагностику процесса шлифования CBN и индивидуальную программу тестовой обработки, адаптированную к характеристикам ваших станков. Позвольте нам с помощью реальных данных обработки заново сформировать ключевую конкурентоспособность вашего цеха!
Q1: Почему CBN (кубический нитрид бора) подходит для шлифования PM-HSS лучше, чем алмаз?
О: Хотя алмаз обладает самой высокой твердостью в природе, при высокотемпературном шлифовании алмаз (углерод) вступает в сильную химическую реакцию с железом (Fe) в составе быстрорежущей стали, что приводит к экстремально быстрому износу круга. CBN не только обладает сверхвысокой твердостью, но и абсолютно инертен к сплавам на основе железа при температурах в тысячи градусов, что делает его единственным оптимальным решением для шлифования HSS и тяжелонагруженных подшипниковых сталей.
Q2: Как полностью предотвратить прижоги при шлифовании длинных протяжек?
О: Необходимо действовать в трех направлениях: 1. Использовать высококачественный абразив CBN с высокой режущей способностью и стойкостью к затуплению для снижения теплоотдачи от трения; 2. Применять керамическую связку с высокой пористостью, что значительно увеличивает пространство для отвода стружки и рассеивания тепла; 3. Строго контролировать окружную скорость (рекомендуется свыше 45 м/с) в сочетании с точной подачей СОЖ под высоким давлением для непрерывной промывки зоны резания.
Q3: Круги CBN стоят дорого. Оправдан ли возврат инвестиций (ROI) при крупносерийном производстве?
О: Абсолютно оправдан. По результатам практических испытаний на многих крупных заводах тяжелого машиностроения, срок службы одного круга CBN в десятки раз превышает срок службы корундового круга. Что еще важнее, это экономит заводу более 70% времени простоя на правку и на 100% исключает брак дорогостоящих заготовок из-за прижогов. В пересчете на один готовый инструмент совокупная себестоимость производства обычно снижается на 30%-40%.