Перед тем как начать, вот краткий план статьи. Кликните по любому пункту, чтобы сразу перейти к нужному этапу производственной линии:
если вы работаете на производстве фрикционных изделий, то сами всё прекрасно понимаете. Колодка, которая только что вышла из-под пресса или печи спекания — это еще не готовый продукт. Если просто упаковать её в коробку и отправить оптовикам, вы получите только гору возвратов и рекламаций.
Почему? Да потому что она начнет дико скрипеть при первом же торможении, педаль будет бить, а сам фрикционный материал сотрется криво меньше чем за месяц. Весь секрет хорошей колодки — это не только правильный рецепт смеси. Всё решает финальный этап шлифовки. Именно там определяется, пойдет деталь в брак или получится продукт уровня конвейерного оригинала. Давайте разберем, как устроен этот процесс на реальном производстве и как выбрать правильные шлифовальные круги, чтобы не спускать бюджет в трубу.

Когда смесь металлических волокон, смол и наполнителей выходит из пресса, заготовка имеет неровности и разную толщину. Шлифовка — это физический процесс, который «причесывает» колодку под строгие геометрические параметры. На производстве это решает три главные задачи:
Если замерить сырую колодку микрометром, вы увидите, что толщина в разных точках скачет. Если поставить ее в суппорт в таком виде, поршень будет давить криво. Это вызовет неравномерный износ диска и локальный перегрев. В итоге водитель получит биение в руль при каждом нажатии на педаль. Двухстороннее плоское шлифование гарантирует, что параллельность сторон будет выдержана в пределах сотых долей миллиметра (микронов).
Почти весь скрип новых колодок — это физический резонанс. Когда у фрикционного брикета острый край под 90 градусов, он работает как смычок скрипки: касаясь вращающегося диска, он начинает вибрировать на высокой частоте. Стоит пройтись по краям фасочным кругом и снять углы (сделать фаски под 15°, 20° или 25°), как частота вибрации меняется. Скрип просто исчезает.
Торможение ухудшается, если между колодкой и диском скапливается пыль от износа или вода. Для этого на рабочей поверхности прорезают пазы. Они работают как скоростные каналы для удаления пыли, воды и газов, которые выделяются при сильном нагреве. Чтобы делать такие пропилы быстро и без сколов фрикциона, нужны качественные пазовые круги.
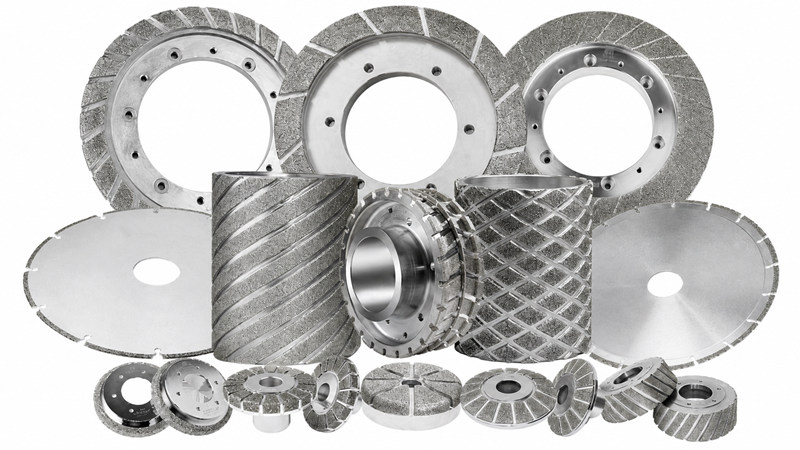
На любой автоматизированной линии участок финишной обработки делится на четыре поста. На каждом используется свой тип инструмента:
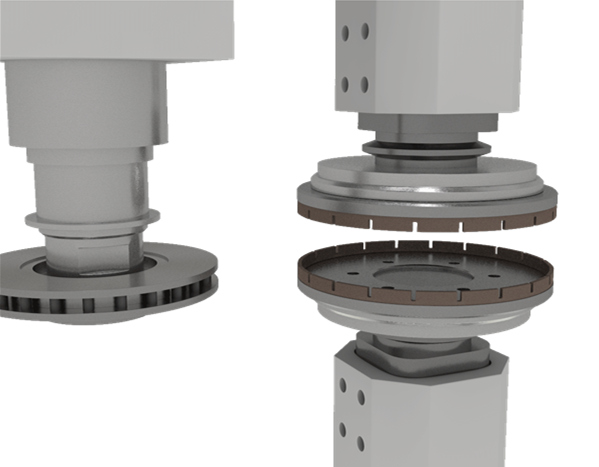
Базовая операция. Колодка проходит между двумя плоскими абразивными кругами, которые снимают лишнее с обеих сторон одновременно. Цель — сделать металлическую основу (бэкплейт) и фрикцион строго параллельными. Если станок собьется или круг быстро потеряет профиль, вся партия пойдет в утиль.
Здесь обрабатываются края фрикционного брикета. В зависимости от требований OEM-чертежей используются круги с определенным углом (15°, 20° или 25°) или радиусные профили. Это защищает края колодки от выкрашивания под нагрузкой и убирает писк при притирке.
Этот узел работает как высокоскоростная пила. Тонкие алмазные или КНБ круги прорезают одну или две линии на теле фрикциона. Толщина круга определяет ширину паза. Если инструмент плохой, он будет крошить края пропила, что портит и внешний вид, и структуру колодки.
Эта операция нужна для колодок барабанного тормоза или деталей со сложным радиусным профилем, где фрикцион должен идеально прилегать к круглому барабану. Здесь используют цилиндрические или чашечные круги на гальванической или спеченной связке.
Это вечный спор среди закупщиков и технологов. Оба материала — суперабразивы, но если выбрать не тот, вы просто сольете бюджет на инструмент. Правило тут простое:
В таких колодках много стального волокна, железного порошка и других черных металлов (от 30% до 50% объема).
Почему тут нельзя работать алмазом? Алмаз — это чистый углерод. При высоких температурах шлифовки (выше 700°C в зоне резания) железо начинает активно поглощать углерод из алмаза. Алмаз просто растворяется в металле на химическом уровне. Если шлифовать полуметалл алмазным кругом, он облысеет за считанные смены. КНБ (кубический нитрид бора / эльбор) углерода не содержит, не реагирует с железом и спокойно ходит тысячами циклов.
Керамика и органика состоят из минеральных волокон, арамида, стекла и барита. Железа там практически нет.
Поскольку химической реакции с железом нет, алмаз (самый твердый материал на земле) режет эти абразивные волокна как масло. Износ круга минимальный, скорость работы максимальная, а срез получается чистым, без заусенцев.
Вот краткая шпаргалка для закупщика, какой абразив заказывать под конкретную смесь на вашей линии:
| Тип фрикционного материала | Основные компоненты смеси | Рекомендуемый абразив | Почему именно он? |
|---|---|---|---|
| Низкометаллический (Low Metallic) | Стальное волокно, железный порошок, смолы. | КНБ (Эльбор) | Исключает химический износ инструмента из-за контакта с железом. |
| Полуметаллический (Semi-Metallic) | До 50% стального волокна и порошков железа. | КНБ (Эльбор) | Максимальный ресурс круга при работе по вязкой стали. |
| Органический / NAO (No Asbestos Organic) | Органические волокна, арамид, стекловолокно. | Алмаз | Быстрый рез без риска химического износа (нет железа в смеси). |
| Керамический (Ceramic) | Керамические волокна, силикаты, цветные металлы. | Алмаз | Алмаз легко справляется с твердой керамикой без потери профиля круга. |
| Металлокерамика (Спеченные материалы) | Спеченные порошки меди или железа. | КНБ или Алмаз | Зависит от основы. Если база медная — алмаз, если железная — КНБ. |
На практике мы часто видим, как копеечные ошибки при выборе инструмента убивают экономику всего цеха. Вот чего делать нельзя:
Если колодка плоская, но у нее не снята фаска, ее острый край при контакте с диском начинает работать как резонатор. Также причиной может быть нарушение параллельности сторон при плоской шлифовке — колодка прижимается криво и вибрирует.
Только эльбор (КНБ). Алмаз на полуметалле живет в разы меньше из-за того, что углерод в его составе растворяется в железе при нагреве в зоне резания.
Для конвейерных колодок (OEM) допуск по разнотолщинности и параллельности обычно не превышает 30-50 микрон (0.03–0.05 мм). На вторичный рынок (aftermarket) иногда допускается до 0.1 мм, но лучше держать планку выше.
Оптимизация финишного участка — это математика и опыт, а не гадание на кофейной гуще. Чтобы мы могли рассчитать и изготовить шлифовальный круг конкретно под ваши задачи, нам нужны вводные данные:
Если у вас быстро изнашивается инструмент, горит фрикцион или идет брак по геометрии, пришлите нам следующую информацию:
Имея эти данные, наши технологи подберут правильную связку, зерно и тип суперабразива (КНБ или алмаз), чтобы ваша линия работала стабильно, без постоянных остановок на правку инструмента и с минимальной себестоимостью готовой детали.









.jpg)
_%E5%89%AF%E6%9C%AC.jpg)



