В современных реалиях российской металлообрабатывающей промышленности и инструментального производства требования к качеству и скорости изготовления осевого режущего инструмента растут с каждым днем. Производство высокоточных твердосплавных фрез, сверл и разверток на 5-осевых заточных станках с ЧПУ (таких как Walter, ANCA, Saacke, Rollomatic) требует не только передового оборудования, но и правильно подобранного абразивного инструмента.
(1).jpg)
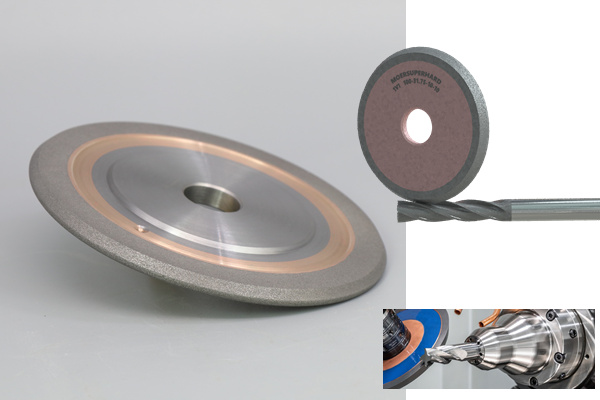
Ключевым и самым ресурсоемким этапом в производстве осевого инструмента является вышлифовка стружечных канавок (Fluting) и протачивание переднего угла / затылование (Gashing). Для обеспечения максимальной скорости съема материала (MRR) без термического повреждения заготовки, ведущие предприятия переходят на высокопроизводительные алмазные и эльборовые (CBN) круги на гибридной связке. В этой статье мы подробно разберем, как правильный выбор шлифовального круга способен радикально снизить себестоимость инструмента и повысить рентабельность вашего производства.
Операция вышлифовки стружечной канавки предполагает метод глубинного шлифования (Creep feed grinding). При этом шлифовальный круг должен за один проход снять большой объем сверхтвердого материала (карбида вольфрама или быстрорежущей стали HSS). Это создает экстремальные механические и температурные нагрузки на абразив.
Использование стандартных кругов часто приводит к следующим проблемам:
- Быстрая потеря профиля круга (скругление кромок).Специализированные круги для вышлифовки канавок (Flute grinding wheels) разрабатываются с учетом этих факторов. Они обладают повышенной пористостью для лучшего отвода стружки и доставки смазочно-охлаждающей жидкости (СОЖ) непосредственно в зону резания.
.jpg)
Выбор суперабразива строго зависит от материала обрабатываемой заготовки. Российские инженеры знают базовое правило, но современные модификации зерен диктуют новые стандарты:
Применяются исключительно для обработки твердосплавного инструмента (Solid Carbide). Твердый сплав обладает высокой хрупкостью и твердостью. Алмазные круги для канавок обеспечивают самозатачивание зерна, предотвращая засаливание круга. При правильной настройке подачи, алмаз гарантирует зеркальную поверхность стружечной канавки, что критически важно для беспрепятственного отвода стружки при фрезеровании.
Используются для изготовления инструмента из быстрорежущей стали (HSS, HSS-E, порошковые стали ASP). В отличие от алмаза, кубический нитрид бора (CBN) не вступает в химическую реакцию с углеродом в стали при высоких температурах (более 700°C). CBN круги демонстрируют выдающуюся износостойкость при глубинном шлифовании стальных фрез и метчиков.
.jpg)
Традиционно круги выпускались на металлической (высокая стойкость, но плохая режущая способность) или органической/полимерной связке (отличный рез, но быстрая потеря профиля). Круги на гибридной связке объединяют преимущества обеих технологий.
| Характеристика | Органическая связка (Resin) | Металлическая связка (Metal) | Гибридная связка (Hybrid) |
|---|---|---|---|
| Удержание профиля | Низкое | Отличное | Высокое |
| Режущая способность | Высокая (свободный рез) | Низкая (склонность к засаливанию) | Высокая (пористая структура) |
| Интервал между правками | Короткий | Длинный | Максимально длинный (идеально для автоматизации 24/7) |
| Тепловыделение | Низкое | Высокое | Очень низкое |
Внедрение гибридной связки позволяет увеличить скорость подачи (Vf) на станках с ЧПУ на 30-60% без риска прижогов, что является колоссальным скачком в производительности.

Для различных операций на 5-осевых станках требуются круги определенной геометрии. В нашем ассортименте представлены все стандартные формы (согласно FEPA/ISO), востребованные на российских предприятиях:
Даже самый дорогой круг не раскроет свой потенциал без правильной настройки режимов резания на стойке ЧПУ. Для достижения оптимального соотношения стойкости круга (G-ratio) и производительности, рекомендуем придерживаться следующих параметров:
При глубинном вышлифовании канавок выделяется колоссальное количество теплоты. Используйте чистое смазочно-охлаждающее масло (не эмульсию). Подача масла должна осуществляться под высоким давлением (от 15 до 25 бар) точно в зону контакта круга и заготовки. Сопла должны быть спрофилированы под форму круга.
В условиях активного импортозамещения, российские заводы по производству металлорежущего инструмента ищут способы повышения конкурентоспособности. Инвестиции в высокопроизводительные круги для канавок на гибридной связке окупаются за счет:
Переход на современные алмазные и CBN круги для вышлифовки канавок — это стратегический шаг для любого инструментального цеха, стремящегося к лидерству на рынке. Правильная комбинация абразивного зерна, гибридной связки и грамотной настройки станка с ЧПУ способна вывести качество вашего осевого режущего инструмента на мировой уровень.
Нужна помощь в подборе спецификации шлифовального круга (размер зерна, концентрация, тип связки) для вашего оборудования Walter, ANCA или Saacke? Свяжитесь с нашими техническими специалистами для получения индивидуального расчета и тестирования!












