Для производителей автокомпонентов (Tier 2/Tier 3) и предприятий прецизионной металлообработки шлифование длинных и тяжелых валов представляет собой серьезную технологическую проблему. Жесткие допуски (на уровне микрон) и необходимость снижения штучного времени заставляют технологов искать современные абразивные решения.
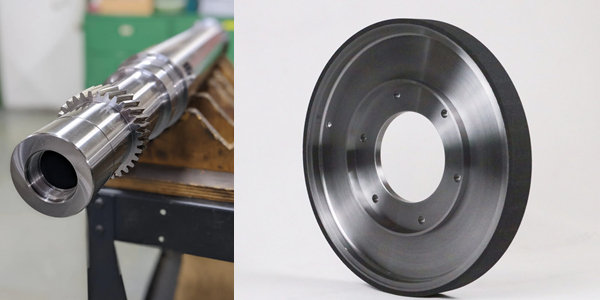
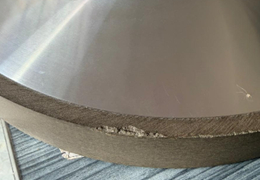
Круглое шлифование вал-шестерни (Gear spindle shaft) больших габаритов неизбежно сопряжено с рисками: вибрации на длинных вылетах, быстрый износ традиционных кругов, появление тепловых прижогов на поверхности детали и частые простои оборудования для правки круга.
Чтобы решить эти задачи, мы предлагаем технологию применения эльборовых (CBN) кругов на керамической связке. В этой статье мы подробно разберем, как комбинация наших прецизионных CBN кругов и передового шлифовального станка STUDER S242 выводит эффективность производства на новый уровень.

Механическая обработка деталей трансмиссии не прощает ошибок. В нашем практическом кейсе рассматриваются следующие исходные данные:
Шлифование длинных валов (до 800 мм) требует идеальной размерной стабильности. Минимальная температурная деформация или износ зерна во время прохода могут привести к браку дорогостоящей заготовки. Именно здесь стабильность профиля керамического эльбора (CBN) становится критическим преимуществом.
.jpg)
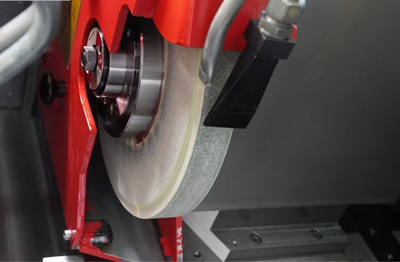
Максимальный потенциал высокопроизводительных эльборовых кругов может быть раскрыт только на соответствующем оборудовании. Наши CBN круги разработаны специально для станков класса STUDER.
Оптимизировано для высокоточных круглошлифовальных станков: STUDER, TOYODA, JUNKER.
Для достижения идеальной геометрии вала Ø180×800 мм мы применяем комбинированную стратегию шлифования. Ниже приведены спецификации инструмента:
Эльбор на керамической связке (Vitrified bond CBN)

Эльбор на органической связке (Resin bond CBN)
Для инженеров-технологов главный секрет данной технологии заключается в комбинированном использовании двух типов связок:
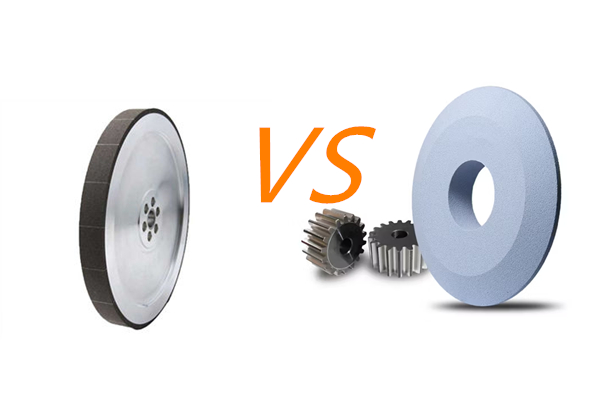
Если на вашем производстве все еще применяются круги из электрокорунда (Al2O3) для обработки валов Ø180 мм, ознакомьтесь с технико-экономическим сравнением:
| Характеристика процесса | Керамический CBN круг (Наше решение) | Традиционный круг (Электрокорунд / Al2O3) |
|---|---|---|
| Срок службы (Стойкость) | ↑↑↑ Высокий (измеряется месяцами) | Низкий (измеряется часами/сменами) |
| Температурный режим | Отличный (Исключение прижогов детали) | Ограниченный (Высокий риск перегрева) |
| Точность профиля | Микронная (Стабильна по всей длине 800 мм) | Плавающая (Требует частых корректировок) |
| Частота правки круга | Крайне редкая (Снижение простоев) | Высокая (Потеря машинного времени) |
После внедрения нашей технологии шлифования на станках STUDER предприятия отмечают следующие улучшения:
Итог: Радикальное повышение производительности и снижение себестоимости детали (Cost per part).
Преимущества наших высокоточных CBN кругов актуальны не только для вал-шестерней. Технология успешно применяется для шлифовки:
Если на вашем производстве установлены станки STUDER, TOYODA или аналогичные, и вы сталкиваетесь с «узкими местами» при шлифовке закаленных сталей — пора переходить на современный абразивный инструмент.