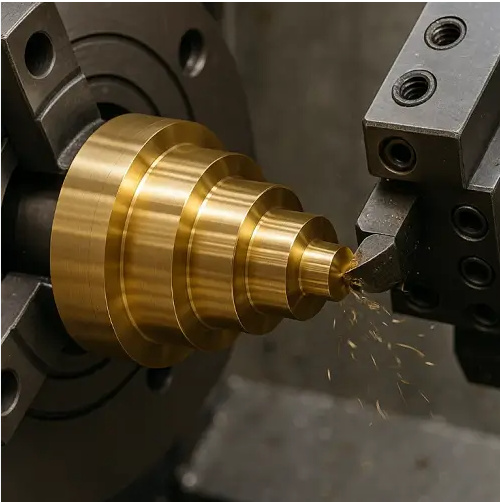
Если вы хоть раз пробовали фрезеровать или точить чистую медь (например, распространенные марки М1, М2 или электротехническую C1100) обычными твердосплавными фрезами или пластинами, то наверняка знакомы с этой проблемой. Вроде бы металл мягкий, это не закаленная сталь и не титан, но станок буквально «захлебывается». Медь тянется, липнет к режущей кромке, ломает тонкий инструмент и превращает процесс получения качественной поверхности в бесконечную борьбу.
Почему так происходит? Дело в уникальных физических свойствах меди. Она пластична, обладает колоссальной теплопроводностью и склонна к холодной сварке под давлением. В этой статье мы подробно разберем, почему традиционный твердый сплав (карбид вольфрама) на меди работает на пределе своих возможностей, и почему переход на алмазные инструменты — PCD (поликристаллический алмаз) и MCD (монокристаллический алмаз) — это не роскошь, а прагматичный расчет, который экономит миллионы на крупном производстве.

Многие технологи по старинке используют для меди качественный твердый сплав с острыми кромками и специальными покрытиями (например, DLC). На коротких дистанциях или штучных деталях это работает. Но как только дело доходит до серии, начинаются проблемы.
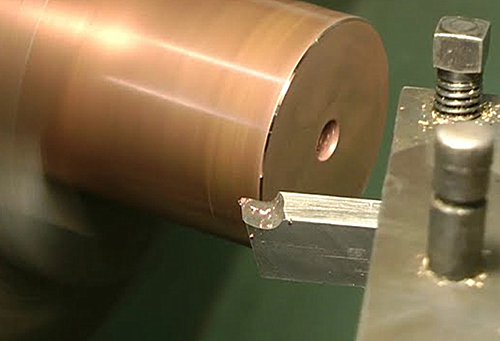
Медь чрезвычайно склонна к адгезии. Под воздействием высокой температуры и давления в зоне резания микроскопические частицы меди буквально привариваются к передней поверхности твердосплавного инструмента.
Образуется так называемый нарост (BUE — built-up edge). Этот нарост периодически скалывается вместе с микрочастицами самого твердого сплава. Как результат:
Несмотря на то, что медь мягче стали, она вызывает специфический износ инструмента. Из-за высокой теплопроводности меди тепло не уходит со стружкой, а концентрируется на режущей кромке. Твердый сплав перегревается, кобальтовая связка размягчается, и происходит быстрое выкрашивание кромки.
Когда инструмент изнашивается каждые пару часов, производство сталкивается со скрытыми расходами:
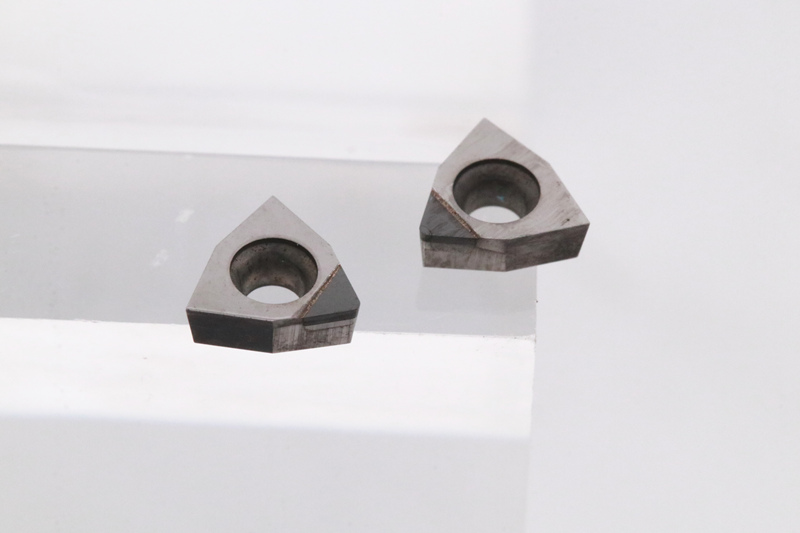
Если вам нужна стабильная массовая обработка деталей из меди и ее сплавов (латунь, бронза) с высокой производительностью, ваш выбор — PCD (поликристаллический алмаз).
PCD получают путем спекания мелких зерен синтетического алмаза с металлическим кобальтовым катализатором при сверхвысоком давлении и температуре. Получается композит, который сочетает в себе твердость алмаза с относительной прочностью металлической подложки.
В отличие от твердого сплава, алмаз химически инертен ко многим цветным металлам . Он практически не изнашивается при контакте с медью. На практике это дает колоссальный прирост ресурса.
Сравнение базовых эксплуатационных параметров:
| Параметр | Твердый сплав (Carbide) | PCD (Поликристаллический алмаз) |
|---|---|---|
| Стойкость режущей кромки | 1X (принят за базу) | 10X – 50X |
| Частота смены инструмента | Высокая (каждые несколько часов) | Крайне низкая (работает неделями) |
| Рекомендуемая скорость резания ($V_c$) | 100 – 200 м/мин | 400 – 1500+ м/мин |
| Склонность к налипанию | Высокая | Практически отсутствует |
| Себестоимость на одну деталь | Высокая (из-за простоев и расхода) | Минимальная |
У алмаза рекордно низкий коэффициент трения по меди. Стружка буквально соскальзывает по передней поверхности инструмента, не задерживаясь ни на секунду. Нет трения — нет перегрева — нет нароста на кромке. Процесс резания становится стабильным и предсказуемым.
Поскольку износ кромки PCD происходит крайне медленно, вы можете запустить деталь в серию и быть уверены, что 1000-я и 10 000-я детали будут иметь абсолютно одинаковые геометрические параметры. Это критически важно для таких изделий, как:
PCD отлично подходит для удаления больших объемов материала на высоких скоростях. Но у него есть одна особенность — зернистая структура. Поскольку PCD состоит из отдельных спеченных кристаллов, его режущую кромку физически невозможно заточить идеально остро: на микроуровне она всегда будет иметь едва заметную «пилу» из-за стыков зерен.
Если ваша задача — получить не просто точную деталь, а идеальную поверхность без микродефектов, на сцену выходит MCD (монокристаллический алмаз).

MCD — это искусственно выращенный единый кристалл алмаза без каких-либо границ зерен и металлической связки. Это абсолютно однородная структура.
Благодаря отсутствию зернистости, кромку MCD можно заточить до атомарной остроты. Радиус округления режущей кромки у таких инструментов составляет менее 1 мкм (часто измеряется нанометрами).
Что это дает?
Основная фишка MCD — способность давать шероховатость поверхности на уровне Ra < 0.01 мкм.
Это так называемое «оптическое зеркало». После прохода фрезой или резцом из MCD деталь блестит так, будто ее несколько часов полировали вручную войлоком и пастами. Но в отличие от ручной полировки, которая неизбежно «заваливает» углы и нарушает точную геометрию, MCD сохраняет идеальные плоскости и строгие углы детали. Вы полностью исключаете из техпроцесса долгую, грязную и дорогую стадию финишной полировки.

Для выбора оптимального инструмента можно руководствоваться простой логикой: PCD — для скорости, объема и ресурса; MCD — для безупречной точности и зеркального блеска.
Таблица выбора инструмента в зависимости от технологической задачи:
| Технологическая задача | Рекомендуемый инструмент | Ключевой приоритет |
|---|---|---|
| Черновая обработка (удаление основного припуска) | Твердый сплав или PCD | Скорость съема, экономия дорогого алмаза |
| Получистовая обработка | PCD | Стабильность размеров, производительность |
| Высокоскоростное фрезерование пазов и уступов | PCD | Избежание налипания стружки |
| Чистовое точение тонкостенных деталей | PCD (для общих задач) / MCD (для ультраточности) | Отсутствие деформации заготовки |
| Получение зеркальной поверхности (Ra < 0.01 мкм) | MCD | Полное исключение ручной полировки |
| Изготовление микроканалов (ширина < 0.5 мм) | MCD или специализированный PCD | Четкие грани без заусенцев |
Часто руководители производств и закупщики отказываются от алмазного инструмента, глядя на его первоначальную стоимость. Да, фреза или пластина из PCD может стоить в 5–10 раз дороже качественного твердосплавного аналога. Но давайте посчитаем реальную экономику процесса.
Предположим, ваше предприятие выпускает серийную продукцию — медные контакты со сложным профилем. Месячный объем — 10 000 деталей.
Давайте рассмотрим реальный пример внедрения PCD-инструмента на одном из предприятий, выпускающем системы охлаждения для силовой электроники.
В среднем ресурс PCD инструмента при обработке меди превосходит показатели твердосплавного инструмента в 10–50 раз [1]. Конкретная цифра зависит от марки меди (чистая медь изнашивает инструмент быстрее из-за вязкости, латунь и бронза — медленнее), жесткости оборудования, наличия качественной СОЖ и правильно подобранных режимов резания.
Для PCD использование СОЖ крайне желательно. Хотя алмаз не боится налипания так, как твердый сплав, охлаждение помогает эффективно эвакуировать длинную вязкую стружку из зоны резания. При обработке MCD (особенно при получении зеркальных поверхностей) часто используют масляный туман (MQL) или легкие керосиновые фракции для обеспечения идеального скольжения стружки по передней поверхности инструмента.
Для меди подходят стандартные марки PCD средней и мелкой зернистости [1]. Мелкое зерно позволяет получить более острую кромку и лучшую чистоту поверхности, крупное зерно — обладает чуть большей износостойкостью на черновых операциях с прерывистым резанием. Для финиша всегда выбирают MCD.
PCD — это «алмазный асфальт» (множество мелких кристаллов, спеченных вместе). Он прочный, отлично подходит для тяжелых работ и высокой производительности [1]. MCD — это «одиночный крупный бриллиант». Он хрупкий на удар, но его можно заточить до состояния идеальной бритвы для получения безупречного блеска без последующей полировки.
Да, они работают на этих материалах великолепно. Более того, при обработке латуни ресурс PCD-инструмента может быть еще выше, поскольку латунь менее вязкая и стружка отделяется легче. Однако будьте осторожны со сплавами, содержащими большой процент абразивных включений (например, некоторые марки кремнистой или алюминиевой бронзы) — на них износ PCD будет происходить быстрее, хотя все равно медленнее, чем на твердом сплаве.