Хонингование — это особый метод абразивной обработки, относящийся к высокоэффективным и стабильным процессам финишной обработки. В отличие от традиционного шлифования, данный метод сочетает высокую эффективность, стабильность и точность. Он способен не только удалять значительные припуски (на ранних стадиях применялся в основном для полировки), но и значительно повышать размерную, геометрическую точность и снижать шероховатость поверхности.
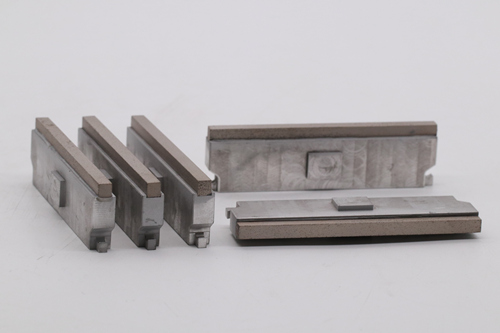
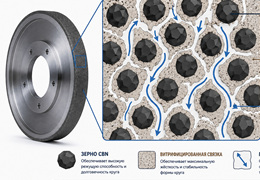
Алмазный хонинговальный брусок представляет собой инструмент, в котором алмазные абразивы закреплены на металлической или композитной основе. Благодаря исключительно высокой твёрдости алмаза он обеспечивает высокую эффективность резания и длительный срок службы. Обычно бруски устанавливаются на хонинговальных станках и за счёт вращения в сочетании с возвратно-поступательным движением снимают очень тонкий слой материала, обеспечивая высокоточное формирование внутренней поверхности отверстий.

- Цилиндричность малых и средних отверстий может достигать ≤ 0,001 мм;
- Для деталей с неравномерной толщиной стенок (например, шатунов) круглость может быть обеспечена до 0,002 мм;
- Для отверстий диаметром до 200 мм круглость достигает 0,005 мм;
- При отсутствии кольцевых канавок и радиальных отверстий прямолинейность можно удерживать в пределах 0,01 мм.
- Хонингование обеспечивает более высокую точность по сравнению с традиционным шлифованием и особенно подходит для деталей с жёсткими требованиями к круглости и цилиндричности.
- Возможна обработка цилиндрических, глухих, многоступенчатых, шпоночных, шлицевых и отверстий со сложной геометрией и радиальными каналами; С использованием специальных хонинговальных головок можно обрабатывать отверстия особой формы — например, круглые штифтовые и эллиптические;
Широко применяется при обработке цилиндров двигателей, гидравлических и пневматических компонентов, а также высокоточных механических деталей.
алмазные хонинговальные брускиособенно эффективны для обработки материалов высокой твёрдости — стали, чугуна и керамики.

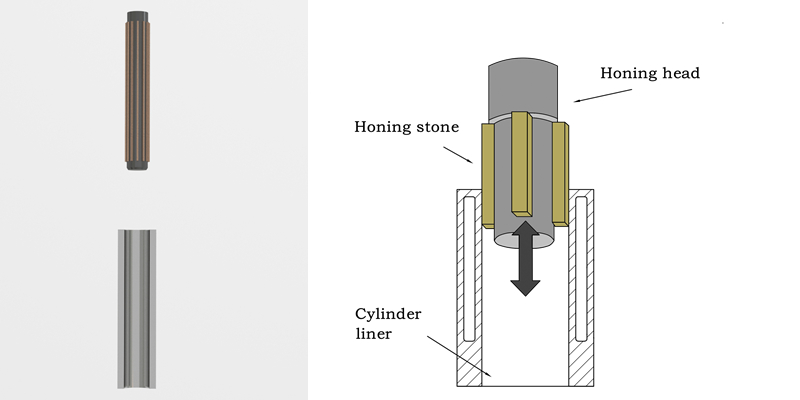
хонингования Основной принцип
- Хонинговальный брусок прижимается к стенке отверстия с помощью механизма расширения, обеспечивая контактное резание;
- Хонинговальная головка вращается и одновременно совершает возвратно-поступательное движение, а деталь или шпиндель находятся в плавающем положении;
- На поверхности отверстия формируется перекрёстная спиральная траектория, которая предотвращает повторное появление царапин и обеспечивает равномерную обработку;
- В процессе резания поверхность отверстия и абразивная поверхность бруска взаимно подстраиваются, достигая требуемой круглости и цилиндричности.
хонингования Факторы, влияющие на точность
- Алмазные и CBN-бруски изнашиваются крайне медленно, поэтому конечная точность в основном зависит от качества их первоначальной правки;
- Регулярная правка бруска необходима для обеспечения стабильной точности.
Подача с постоянным давлением
- Начальная стадия: быстро стачиваются выступы на поверхности отверстия, брусок самозатачивается;
- Средняя стадия: резание осуществляется острыми вершинами зерен, возрастает риск их разрушения;
- Конечная стадия: накопление стружки вызывает забивание, процесс становится подобен полировке — обработку нужно завершить.
Подача с постоянной скоростью (количественная подача)
- Обеспечивает равномерное расширение, предотвращая забивание;
- Подходит для стабильной обработки, часто сочетается с безнапорным хонингованием для повышения точности.
Комбинированная подача
- Сначала используется подача с постоянным давлением для повышения производительности;
- При появлении признаков забивания переключаются на подачу с постоянной скоростью;
- На завершающем этапе применяется безнапорное хонингование для улучшения качества поверхности.
По объёму производства:
- Небольшие партии и широкий ассортимент → маломощные универсальные станки;
- Крупносерийное производство → мощные специализированные станки.
По диаметру и конструкции отверстия:
- Длина и диаметр отверстия определяют параметры станка;
- Для глухих отверстий требуется механизм с малым перебегом;
- Для коротких отверстий с высокой точностью лучше подходит механический возвратно-поступательный механизм.
По требованиям к обработке:
- Обработка с разными припусками и уровнями точности → выбор способа подачи бруска;
- Обработка одного или нескольких отверстий → определяется количество шпинделей и тип рабочего стола;
- Массовое производство мелких деталей → многошпиндельные станки;
- Высокоточная обработка → использование систем измерительного контроля и охлаждения.
Алмазное хонингование — это высокоточный и щадящий метод обработки, позволяющий достигать отличного качества поверхности и геометрической точности при работе с труднообрабатываемыми материалами, такими как сталь, чугун и керамика. Грамотный выбор хонинговального бруска, способа подачи и типа станка является ключом к высокой эффективности и стабильному качеству обработки.
.jpg)