Держатель инструмента: DCLNR202K12
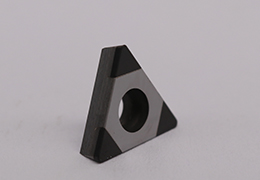
Форма пластины и радиус при вершине: CNGA120412, с 4 режущими кромками.
Заготовка: CV Материал: S53C Твердость: 60-63 HRC
Требование к чистоте поверхности: Rz = 3,2 (максимум)
Длина обработки: 18 мм
Процесс токарной обработки: до закалки: диаметр 46 мм (0, -0,1) после индукционной обработки: диаметр 45,9 мм.
При токарной обработке № 1 и токарной обработке № 2 используются одни и те же пластины и держатели инструментов. (Нет необходимости менять инструменты)
Токарная обработка №1 (диаметр 45,9 --> диаметр 45,785)
Скорость=1380
Подача=0,13 мм/оборот
Глубина резания=0,06 мм
Токарная обработка №2 (диаметр 45,785 --> диаметр 45,665 мм (+0,05, +0008),
Округлость менее 10 мкм, Rz=3,2 (максимум)
Скорость=1380
Подача=0,1 мм/оборот
Глубина резания=0,06 мм
.jpg)

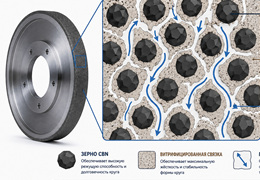
Компания More Cutting Tools разработала высокоточные и высокоэффективные материалы CBN для процессов твердого точения СV. В лезвии CBN используется импортный материал CBN высокой чистоты наноуровня. Он спечен при высокой температуре и давлении, что обеспечивает не только высокую износостойкость, но и высокую ударопрочность. Преимущества More Cutting Tools можно лучше продемонстрировать в суровых условиях работы и в суровых условиях прерывистой резки.
В настоящее время коды пластин, используемые при токарной обработке СV, в основном включают три серии пластин: CNGA/DNG/TNGA. Чтобы продлить срок службы инструмента, улучшить качество поверхности и выполнить другие требования, в большем количестве инструментов также рекомендуется использовать пластины с покрытием, а также добавляется чистовая кромка, которая как минимум в 3 раза эффективнее, чем пластины без чистовой кромки.