
Плохо отшлифовали направляющую — ждите проблем на сборке. Каретка клинит. Прямолинейность ушла. Появился посторонний шум. Часто дело вообще не в станке. Вы просто ошиблись с кругом.
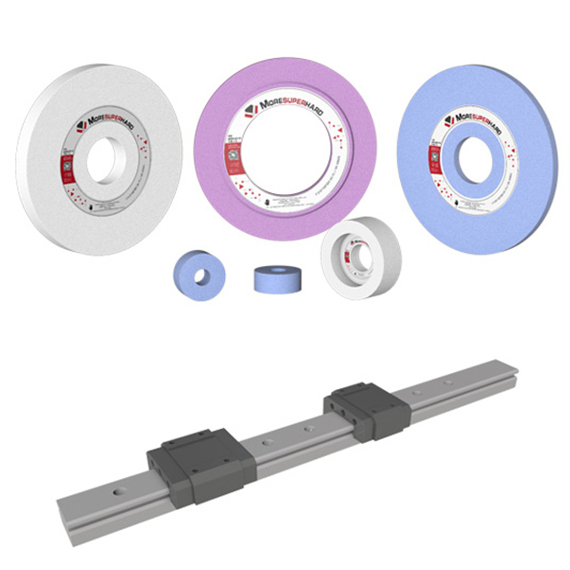
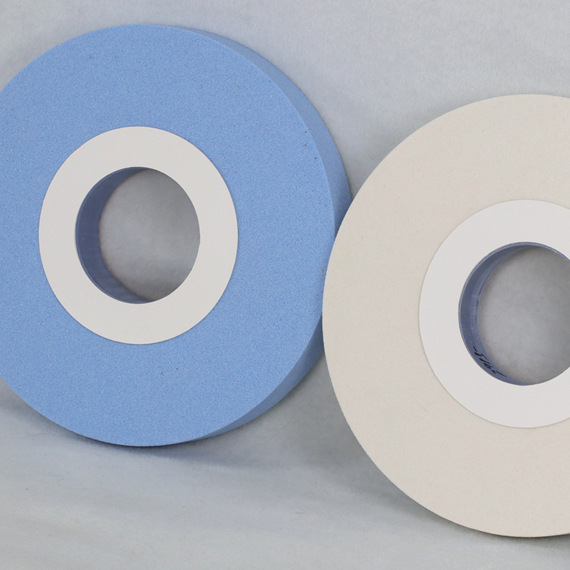
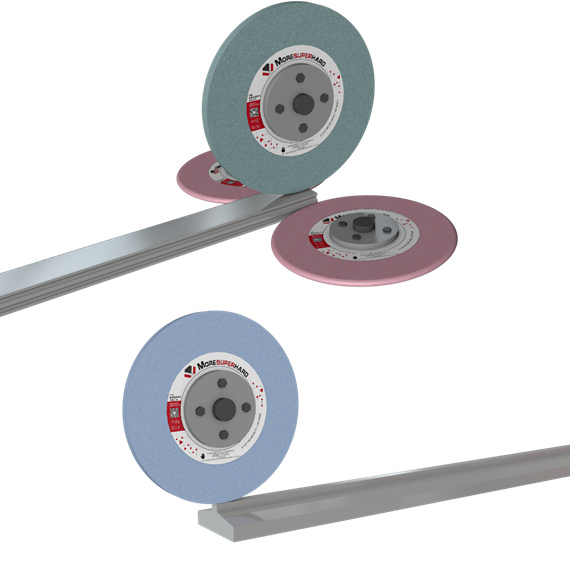
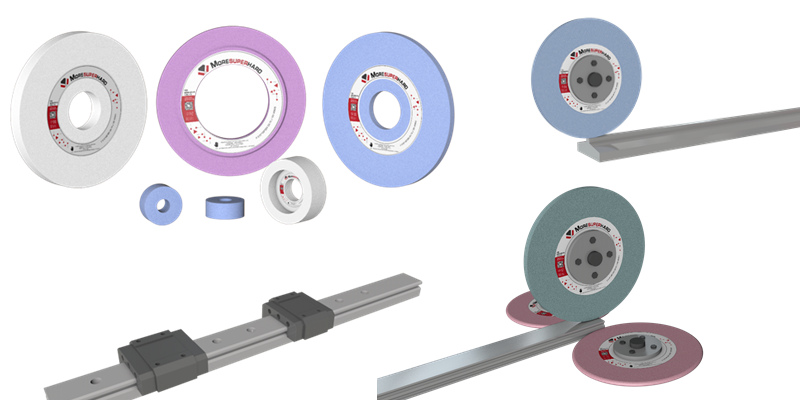
Круги для направляющих Moresuperhard созданы для одной задачи — точной шлифовки:Закаленных направляющих, Чугунных станин, Линейных рельсов (Linear guides), V-образных профилей и ласточкина хвоста. Они режут мягко. Не жгут металл. Долго держат форму. Идеальны для работы в три смены.
Шлифовка направляющих — это не обычная плоская шлифовка. Здесь всё сложнее. Вот главные проблемы:
1. Рельс слишком длинный. Самый страшный враг длинной направляющей — накопленная погрешность. В начале рельса размер в нуле. В конце — уплыл. Итог: прямолинейность не в допуске.
2. Прижоги детали. Особенно на закаленной стали. Чуть перегрели — металл посинел. Микротрещины. Ресурс каретки падает в разы. Приходится браковать деталь.
3. Круг теряет форму (осыпается). Обычный круг быстро "садится". V-образный угол заваливается. Плоскость проседает. Края скругляются. Геометрия рельса сразу уходит.
4. Дробление и волна (вибрация). Направляющая не прощает волнистости. Если на рельсе рябь — станок будет шуметь. Плавности хода не будет. Причина? Часто это просто неравномерная структура самого круга.
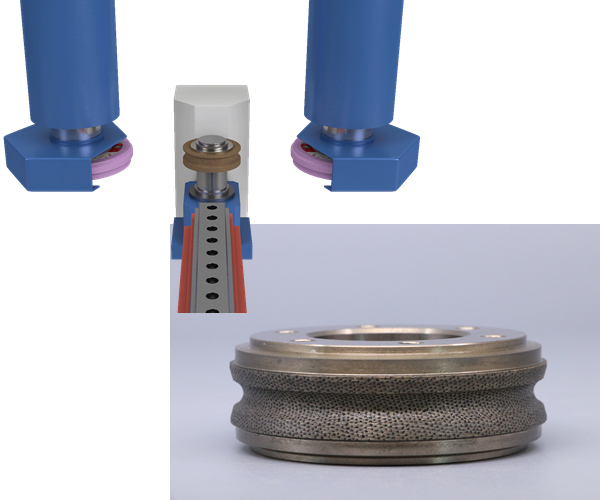
Шлифовка направляющих требует идеального контура. Поэтому важно правильно править круг. Мы предлагаем готовые решения для правки:

| Размер (D×T×H, мм) | Абразив / Зерно | Рабочая скорость |
|---|---|---|
| 450 × 19 × 127 | 30A60/80J | 50 м/с |
| 450 × 28 × 127 | 30A60/80J | 50 м/с |
| 450 × 42× 127 | 30A60/80J | 50 м/с |
| 500 × 19 × 203 | 30A60/80J | 50 м/с |
| 500 × 28 × 203 | 30A60/80J | 50 м/с |
| 500 × 42 × 203 | 30A60/80J | 50 м/с |
| 610 × 16 × 254 | 30A60/80J | 50 м/с |
| 610 × 19 × 254 | 30A60/80J | 50 м/с |
| 610 × 24 × 305 | 30A60/80J | 50 м/с |
| 610 × 42 × 305 | 30A60/80J | 50 м/с |
| Размер (D×T×H, мм) | Абразив / Зерно | Рабочая скорость |
|---|---|---|
| P18 × 13 × 5.9 | 5TG80JV | 60 м/с |
| PDA25 × 15.5 × 5.9 | 5TG80JV | 60 м/с |
| PDA 30 × 20 × 5.9 | 5TG80JV | 60 м/с |
| PDA 33 × 24 × 5.9 | 5TG80JV | 60 м/с |
| PDA 43 × 20 × 7.9 | 5TG80JV | 60 м/с |
| PDA 49 × 30 × 7.9 | 5TG80JV | 60 м/с |
*Нужен другой размер? Мы делаем круги по вашим чертежам. Любой профиль.
Завод по производству прецизионных линейных направляющих. Уменьшить время простоя станка из-за частой правки круга и стабилизировать геометрию.
Результат после перехода на круги Moresuperhard:

- Какой круг лучше для закаленных направляющих?
Лучше всего работают круги из CBN (эльбор) или SG (керамика). Они выделяют меньше тепла и дольше сохраняют геометрию профиля.
- Почему при шлифовке рельса появляются прижоги?
Причин несколько: выбран слишком твердый круг, плохая правка (тупое зерно), слишком большая подача или нехватка СОЖ в зоне резания.
- Как убрать волну (дробление) на направляющей?
Используйте самозатачивающиеся круги (SG). Проверьте балансировку круга. Снизьте вибрацию станка и проверьте подачу охлаждающей жидкости.








_%E5%89%AF%E6%9C%AC.jpg)
.jpg)



