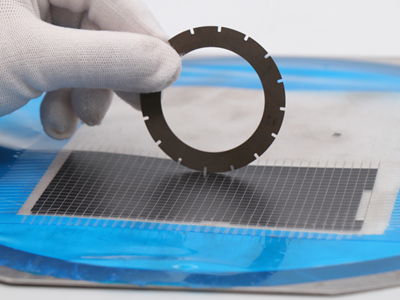
Диски для микрорезки (Dicing Blades): как исключить сколы на PCB, BGA и QFN
В цехах сборки микроэлектроники цена ошибки измеряется микронами. Любой технолог знает: диски для микрорезки (dicing blades) — это не просто расходник, на котором можно сэкономить. Это тот самый рубеж, который отделяет идеальную партию от мусорной корзины, заполненной платами с деламинацией и микросколами (chipping).
Сегодняшние инкапсулированные компоненты — это настоящая головная боль для оборудования. В одном резе лезвие сталкивается с медью, эпоксидной смолой, кремнием и стеклотекстолитом. Установка неподходящего диска моментально приводит к падению скорости линии, износу шпинделя и росту брака. В этом обзоре мы без лишней теории разберем, как правильно подбирать связку диска и рабочие параметры для конкретных задач.
1. Металлическая связка против полимерной: что ставить на станок?
Главная ошибка при закупке — выбор диска только по размеру зерна. Ключевую роль играет матрица (связка), удерживающая алмазы. В реальных производственных условиях мы видим четкое разделение по типам материалов:
Металлическая связка (Metal Bond)
- Как работает: Алмазы намертво впечены в жесткую металлическую матрицу. Диск отлично держит профиль и сопротивляется абразивному износу.
- Где применять: Это стандарт для жестких и абразивных материалов — стандартные PCB, FR4 (стеклотекстолит), BGA и керамические подложки.
- Результат в цеху: Максимальный ресурс (пробег в километрах) и стабильность реза. Режет чуть более «агрессивно», но живет долго в условиях работы в три смены.
Полимерная/Смоляная связка (Resin Bond)

- Как работает: Более «мягкая» матрица, которая обладает эффектом постоянного самозатачивания. Смола постепенно стирается, обнажая новые, острые грани алмазов.
- Где применять: Критически важна для деликатных и сверхплоских корпусов, таких как QFN, DFN, а также для чистого кремния.
- Результат в цеху: Сводит к нулю механическое напряжение. Никаких заусенцев (burrs) на медных контактах и микротрещин в смоле. Диск изнашивается быстрее металлического, но гарантирует эталонное качество кромки.
2. Рабочие параметры резки: цифры из реальной практики
Говорить о качестве без настройки шпинделя и подачи бессмысленно. Ниже приведены стартовые параметры, которые успешно применяются на станках (таких как DISCO, ADT и др.), хотя их всегда нужно корректировать под жесткость вашей установки и напор СОЖ (смазочно-охлаждающей жидкости).
Для резки PCB / FR4 / BGA (Обычно Metal Bond)
- Частота вращения шпинделя: ~32,000 об/мин
- Скорость подачи: от 20 до 40 мм/с
- Ориентировочный ресурс: 6–8 км длины реза.
- Совет технолога: Если стеклотекстолит очень жесткий, держите подачу на нижней границе, чтобы не «съесть» наружный диаметр диска раньше времени.
Для резки QFN 3x3 / DFN (Обычно Resin Bond)
- Частота вращения шпинделя: ~25,000 об/мин
- Скорость подачи: ~40 мм/с
- Ориентировочный ресурс: около 3 км.
- Совет технолога: Обороты здесь специально занижены. Если их задрать, эпоксидка расплавится и вызовет засаливание (loading) диска, что остановит процесс самозатачивания.
Когда на линии начинаются проблемы, важно быстро локализовать причину — виноват инструмент, станок или оператор.
- Проблема: Сильные сколы (чиппинг) или деламинация слоев.
Причина: Слишком крупное алмазное зерно, завышенная скорость подачи или излишне жесткая связка для данного материала.
Решение: Переход на полимерную связку (Resin Bond), снижение скорости подачи или выбор диска с более мелким зерном (Grit size).
- Проблема: Катастрофически быстрый износ лезвия.
Причина: Шпиндель не развивает нужные обороты (диск не режет, а «рвет» материал), либо струя СОЖ не попадает в зону реза.
Решение: Увеличить RPM шпинделя, проверить давление форсунок и угол подачи охлаждающей жидкости.
- Проблема: Рез «гуляет», профиль канавки неровный.
Причина: Диск слишком тонкий для такой глубины реза, биение шпинделя или грязь на посадочном фланце.
Решение: Провести правку диска (dressing), очистить фланец или перейти на более толстое лезвие, если позволяют допуски.
4. Как запросить расчет и подобрать правильный диск
Не существует «универсальных» дисков для скрайбирования. Чтобы первый же запуск прошел успешно и без брака, не заказывайте инструмент вслепую. Для точного подбора нам потребуются следующие вводные от вашего производства:
- Тип материала: (Например: FR4, BGA-подложка, QFN, керамика).
- Оборудование: Марка и модель станка.
- Габариты текущего диска: Внешний диаметр × Толщина × Посадочное отверстие.
- Текущие режимы: Обороты (RPM) и скорость подачи.
- Главная боль производства: Что нужно улучшить? (Устранить сколы, повысить скорость линии или увеличить срок службы инструмента).
Готовы оптимизировать процесс резки?
Пришлите нам данные вашего техпроцесса. Наши инженеры подберут оптимальную спецификацию диска. Мы предоставляем техническую поддержку и готовы обсудить поставку тестовых образцов для испытаний на вашем оборудовании.