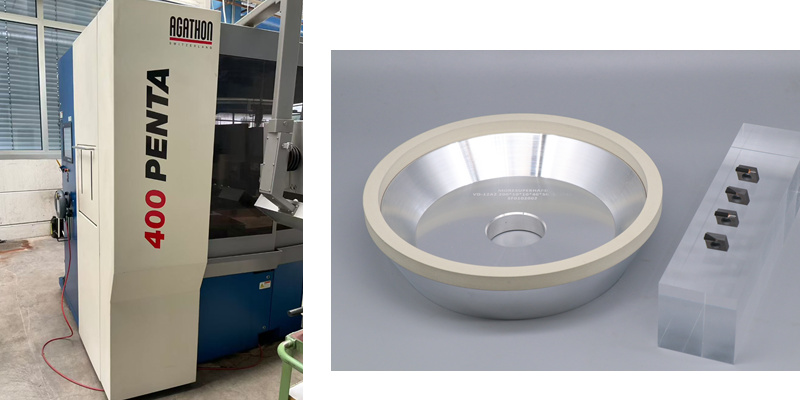
В производстве сменных многогранных пластин (СМП) цех не прощает ошибок. Инвестиции в высокоточные шлифовальные станки с ЧПУ, такие как Agathon 400 PENTA, не окупаются, если абразивный инструмент подобран неверно. Главная проблема, с которой сегодня сталкиваются производители режущего инструмента — высокий процент брака из-за микросколов (chipping) на режущей кромке и потеря профиля круга.
В этом обзоре мы разбираем реальную производственную практику: как правильный выбор алмазных кругов (на керамической и органической связках) решает проблемы периферийного шлифования на оборудовании премиум-класса.
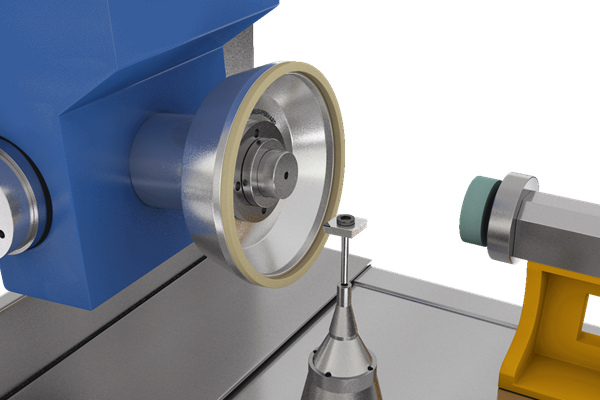
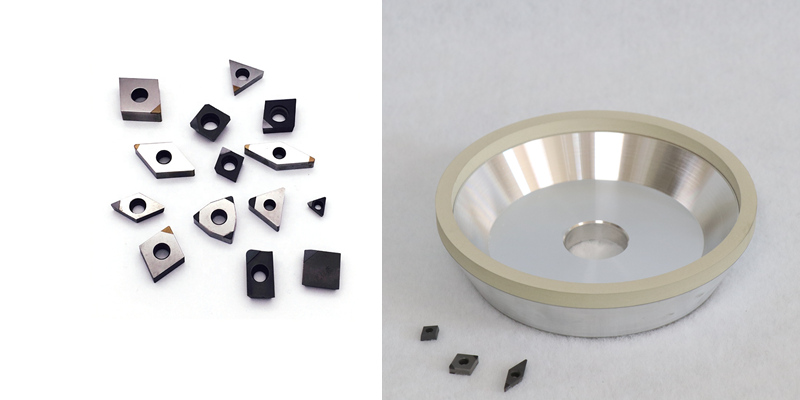
Оставим маркетинговые термины лабораториям. Алмазный круг для периферийного шлифования выполняет конкретную задачу — формирование профиля и режущей кромки твердосплавных, CBN и PCD пластин с микронной точностью.
Если на вашем производстве стоят станки серии Agathon 400 PENTA (или модификации COMBI, SEMI, PERI), а также их аналоги от EWAG, WAIDA, WENT или AMT, вы знаете их специфику. Это жесткие станки. Чтобы раскрыть их потенциал, абразив должен обеспечивать четыре условия: высокий съем материала, отсутствие термического повреждения (прижогов), удержание точности профиля и идеальную геометрию кромки.

Самая дорогая ошибка при закупке инструмента — поиск «универсального» круга. В зависимости от обрабатываемого материала структура связки меняет всё. Опыт ведущих цехов диктует следующие правила:

Вместо сухих цифр из каталога, рассмотрим недавний кейс производителя специального режущего инструмента, который обратился к нам с критической проблемой на линии.
Проблема на станке:
Шло периферийное шлифование пластин PCD на станке Agathon 400 PENTA. Круг катастрофически быстро терял профиль. Оператору приходилось останавливать цикл и править круг каждые 50 пластин. Уровень брака по микросколам режущей кромки достигал 15%, что «съедало» всю маржинальность партии.
Внедренное техническое решение:
Мы не меняли режимы резания станка; мы изменили «рецепт» абразива. Обычный круг был заменен на специализированный алмазный круг на керамической связке со следующими параметрами:
D400*H127*W10*X8. Идеально прошлифованное посадочное отверстие H127 обеспечило посадку на шпиндель без биений. Это сразу убрало вибрацию, вызывавшую начальные сколы.120# с оптимизированной концентрацией алмазов. Это дало высокий съем при черновой обработке, подготовив идеальную базу для финишного выхаживания кромки.Результат (ROI):
Стойкость профиля выросла кратно: правка круга теперь требуется не через 50, а через 250 пластин. Брак по сколам снизился до нуля, а время простоя станка с ЧПУ сократилось на 30%. Урок для отдела закупок: спецификации — это не просто строчки в счете, это граница между стабильным планом и убытками.
Российские инженеры знают: зачастую проблема кроется не в квалификации наладчика, а в нестабильности партий абразивного инструмента. Если вы тестируете нового поставщика, останавливайте станок при появлении этих симптомов:
Чтобы производитель смог подобрать инструмент, который действительно закроет вашу проблему, забудьте про абстрактные заявки вида «нужен алмазный круг 400 мм». Для точного подбора подготовьте следующие вводные:
D400*H127*W10*X8 — наличие чертежа ускоряет процесс в разы.В современной высокоточной металлообработке шлифовальный станок стоимостью в десятки миллионов рублей не должен простаивать из-за неверно подобранного круга. Как показывает цеховая практика, разовая экономия на абразивном инструменте всегда оборачивается скрытыми убытками: ростом процента брака по микросколам, износом шпинделя из-за дисбаланса и бесконечными остановками на правку профиля.
Переход на специализированные алмазные круги (керамические для PCD или высокоточные на органике для твердого сплава) окупается уже на первой партии сменных пластин. Вы получаете не просто инструмент, а стабильный технологический процесс с предсказуемой себестоимостью (CPP) каждой детали.







.jpg)



