При заточке ножей из мартенситной нержавеющей стали 4Cr13 (аналог 40X13) твердостью 53 HRC обычные корундовые круги часто вызывают прижоги режущей кромки и быстро теряют форму. Использование кастомизированных шлифовальных кругов из кубического нитрида бора (CBN) на металлической связке позволило решить проблему перегрева. Благодаря высокой теплопроводности и стойкости формы, российский завод увеличил производительность и срок службы инструмента, что привело к серийным повторным заказам.
На рынке профессионального режущего инструмента в России предъявляются высочайшие требования к износостойкости и остроте. Мартенситная нержавеющая сталь 4Cr13 (40X13), благодаря своей коррозионной стойкости и возможности термоупрочнения, является стандартом для производства прецизионных ножей и медицинских инструментов.
После закалки и низкого отпуска твердость 4Cr13 стабилизируется на уровне 53 HRC. Это «золотая середина» для эксплуатации, но «кошмар» для шлифования:

Наш клиент, завод по производству промышленных ножей в России, специализируется на обработке стали 4Cr13. До обращения к нам они сталкивались с критическими проблемами:


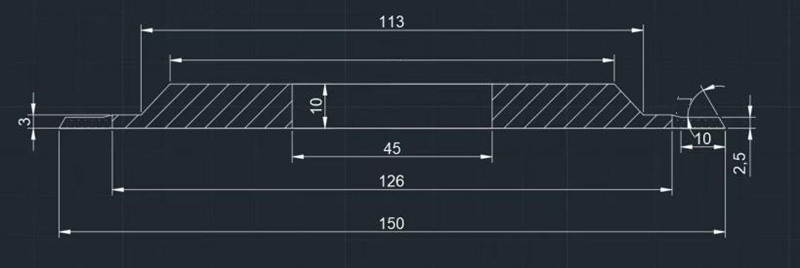
Изучив чертежи и условия обработки клиента, мы отказались от стандартных решений и предложили кастомизированный круг CBN на металлической связке.
Твердость CBN уступает только алмазу, но его термостойкость значительно выше. Алмаз при шлифовании железосодержащих сталей карбонизируется, а CBN химически инертен к стали даже при 1400°C. Это исключает химический износ и прижоги.
Для операции заточки критически важна «стойкость профиля» (Form Holding):
Мы оптимизировали концентрацию зерна и пористость для усиления эффекта самозатачивания:
Данные, полученные на производстве клиента в России:
| Показатель | Традиционный круг (Старый метод) | Круг CBN Metal Bond (Новое решение) | Эффект |
|---|---|---|---|
| Деталей между правками | 50 шт. | 300 шт.+ | Рост эффективности в 6 раз |
| Шероховатость (Ra) | 0.8 ~ 1.6 | < 0.4 (Зеркало) | Идеальное качество |
| Процент прижогов | 15% | 0% | Полный контроль качества |
| Экономика | Частые замены, простой станка | Себестоимость на деталь -40% | Высокая окупаемость |
Отзыв клиента: «Это лучший инструмент для обработки "белой стали" (40Х13 / 4Cr13), который мы пробовали. Кромка бритвенно-острая, не чернеет. Мы забыли о проблемах с приемкой качества». Клиент перевел все шлифовальные станки на наши круги CBN.
A: Для грубой заточки и формирования кромки рекомендуется зернистость B100-B120. Для чистовой заточки (финишной) используйте B46-B64 в сочетании с металлической связкой для достижения высокой чистоты поверхности. Более мелкое зерно (B181-B300 по FEPA) подойдет для суперфиниша.
A: Да. Настоятельно рекомендуется использовать масляные СОЖ или эмульсии с высоким содержанием жиров и EP-присадок. Металлическая связка CBN термостойка, но мощный поток СОЖ необходим для смазки (снижения трения) и вымывания стружки, чтобы предотвратить засаливание круга.
A: Не смотрите на цену круга, считайте стоимость обработки одной детали (CPU). Формула: (Цена круга + Правка + Время простоя) / Общее кол-во деталей. Как показал наш кейс, несмотря на высокую цену CBN, итоговая себестоимость детали снизилась на 40%.
Выбор абразива определяет качество вашего продукта. Металлические круги CBN — это инвестиция в производительность. Если у вас похожие задачи по обработке 4Cr13, 40X13 или других сталей высокой твердости:
Свяжитесь с нами для получения чертежей и расчета режимов резания под ваши задачи.














