Запах смазочно-охлаждающей жидкости (СОЖ), монотонный гул круглошлифовального станка с ЧПУ (CNC Grinding Machine)... Оператор измеряет промышленный вал длиной два метра. Диаметр посередине на 15 микрон больше, чем по краям. Причина? Эльборовый шлифовальный круг (CBN Grinding Wheel) на органической связке (Resin Bond Wheel) диаметром 500 мм «засалился» (glazed). Круг больше не режет, а просто трется о металл, вызывая сильный нагрев, тепловую деформацию валов (Industrial Rollers) и брак на производстве.
Для цехов, где работают круглошлифовальные станки без встроенной автоматической системы правки (online dressing system), этот сценарий — ежедневный кошмар. Чтобы восстановить геометрию тяжелого круга диаметром 500 мм, его приходится демонтировать или пытаться поправить вручную. Оба варианта приводят к потере соосности, биению и часам простоя оборудования.
Но на практике эту проблему можно решить гораздо проще и с минимальными затратами — с помощью автономного портативного электрического устройства для правки шлифовальных кругов (Electric Diamond Grinding Wheel Dresser). В этой статье мы разберем физику процесса и покажем, как вернуть шлифовальному кругу режущую способность прямо на станке.

Суперабразивы — синтетический алмаз (Diamond Grinding Wheel) и кубический нитрид бора (CBN) — незаменимы при обработке твердосплавных деталей, быстрорежущих (Р6М5, Р18) и закаленных сталей. Но даже они подвержены износу и требуют своевременного ухода (mantenimiento de ruedas abrasivas).
При интенсивном круглом шлифовании (Cylindrical Grinding) длинных валов (Roll Grinding) происходят два нежелательных процесса:

Этапы развития дефектов при отсутствии правки:
| Сравнительный параметр | Встроенная система правки в ЧПУ (в линию) | Переносное электрическое правящее устройство |
|---|---|---|
| Начальные инвестиции | Крайне высокие (требуется опция от производителя станка или сложная модернизация) | Доступные (одно приспособление подходит для нескольких станков в цехе) |
| Сложность монтажа | Высокая. Требует интеграции в систему ЧПУ станка и доработки ПО | Низкая. Устанавливается на магнитную плиту, стол станка или в центры |
| Совместимость со старыми станками | Практически невозможна или экономически нецелесообразна | Полная совместимость с любыми круглошлифовальными станками |
| Стоимость обслуживания и расходников | Высокая, привязка к оригинальным запчастям бренда станка | Минимальная (простая замена стандартного правящего элемента Φ75 мм) |
Рассмотрим реальный пример металлообрабатывающего предприятия, которое занимается ремонтом и производством полиграфических валов (Printing Rollers), прокатных валков (Steel Rollers) и длинных приводных валов. Шлифовка ведется на тяжелых круглошлифовальных станках с ЧПУ.
На станках используются крупногабаритные суперабразивные круги диаметром 450 мм и 500 мм на органической связке (алмазные и эльборовые).
Из-за большой длины обрабатываемых валов малейшее биение или засаливание круга приводило к волнистости поверхности. Для поддержания режущих свойств круга операторы использовали дедовские методы:
Простой станка для демонтажа круга и отправки его на специальный токарный станок для обточки связки составлял от 3 до 4 часов на каждую операцию правки, не говоря уже о риске повредить дорогой импортный инструмент при транспортировке.

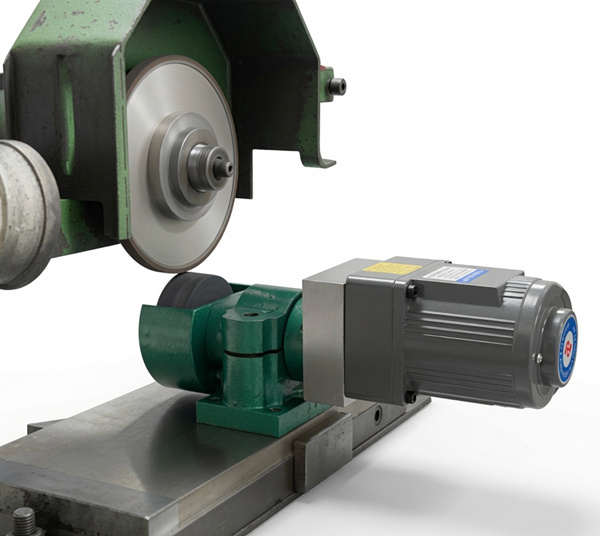
Цех решил проблему кардинально, внедрив портативное электрическое устройство для правки алмазных кругов (dresser para ruedas diamantadas), специально разработанное для восстановления геометрии и вскрытия кругов на органической связке без их снятия со шпинделя станка.
Основные конструктивные узлы прибора:
Устройство обладает тремя техническими преимуществами, критически важными для условий металлообрабатывающего цеха:
Процесс правки легко интегрируется в стандартный рабочий цикл оператора ЧПУ и не требует перенастройки станка.
Основные этапы подготовки и выполнения правки: Установка прибора на рабочий стол станка → Совмещение и точное выравнивание осей → Сближение кругов до легкого касания → Продольный проход по всей ширине рабочей зоны → Немедленный запуск чистовой шлифовки детали.
Применение электрического правящего устройства позволило цеху решить давние технологические проблемы:
.jpg)
Помимо шлифования крупногабаритных валов, автономная система правки востребована на предприятиях различных отраслей:
Заводы по обработке тяжелых прокатных валков, полиграфических валов и осей. Стабильное состояние круга исключает появление конусности на деталях большой длины.
Производители твердосплавных фрез, сверл и разверток, где геометрия кромок чашечных алмазных кругов напрямую влияет на точность заточки канавок.
Предприятия, выполняющие прецизионное шлифование беговых дорожек подшипников (raceways), где недопустимы малейшие микровибрации из-за биения круга.
Заводы, обрабатывающие детали из оксида алюминия или карбида кремния. Эти сверхтвердые материалы быстро затупляют алмаз, поэтому круг требует частого "вскрытия" (conditioning).
Участки заточки и профилирования режущих пластин из поликристаллического алмаза и эльбора. Сохранение плоскости круга — залог отсутствия сколов на режущей кромке пластины.
Базовый алгоритм выбора оптимальной стратегии правки:
.jpg)
В современных реалиях машиностроения экономическая эффективность выходит на первый план. Инженеры все чаще выбирают автономные портативные приспособления вместо покупки нового импортного оборудования:
Новый шлифовальный станок со встроенной системой автоматической правки стоит сотни тысяч долларов. А модернизация старого станка ЧПУ гидравлическим узлом правки часто превышает остаточную стоимость самого станка. Электрический переносной прибор решает ту же технологическую задачу с минимальными вложениями, окупая себя за первые недели работы за счет ликвидации брака и сокращения простоев.
Встроенная в станок система правки жестко привязана к одной рабочей зоне. Переносной прибор для правки алмазных кругов можно легко перемещать между круглошлифовальными, плоскошлифовальными и заточными станками вашего цеха. Оператор просто переносит устройство весом в несколько килограммов на нужный участок, фиксирует его и за пару минут возвращает шлифовальному кругу идеальную геометрию.
Можно ли править алмазные круги на органической связке?
Да, это самый эффективный способ их восстановления. Алмазные круги на органической связке (Resin Bond Wheel) отлично поддаются правке методом встречного шлифования. Сменный элемент из зеленого карбида кремния (GC) Φ75 мм аккуратно подрезает связку, не выкрашивая и не затупляя сами алмазные зерна.
Подходит ли одно устройство для правки как алмазных, так и эльборовых (CBN) кругов?
Да. Прибор универсален. Для работы с алмазом на его шпиндель устанавливают круг из карбида кремния (GC), а для правки эльбора — круг из белого электрокорунда (WA). Смена расходного элемента занимает не более минуты.
Как часто нужно производить правку шлифовального круга?
Периодичность зависит от твердости заготовки, режимов подачи и требований к чистоте поверхности вала. На практике рекомендуется проводить быструю профилактическую правку в течение 5 минут при первых признаках падения производительности резания, росте нагрузки на двигатель шпинделя станка или ухудшении показателя Ra.








.jpg)
_%E5%89%AF%E6%9C%AC.jpg)



