Кто из нас в цеху не сталкивался с этой головной болью на операциях peel-шлифования (уменьшения диаметра) или при выведении ступеней на твердосплавных заготовках? Запускаешь смену — вроде всё идет как по маслу. Но стоит сделать пару десятков деталей, и круг начинает «плыть». Оператор не отходит от микрометра, замеряя уступы, потому что размеры начинают скакать. В итоге сценарий один: останавливаем станок, правим круг и заново ловим нули.
В результате получаем то, с чем борется любое производство: простои оборудования, сожженное время и выросшая себестоимость детали. В этой статье я хочу поделиться реальным опытом того, как мы внедрили алмазный круг на металлической связке для peel-шлифования на станке RS500. Нам удалось стабилизировать процесс, в разы поднять ресурс круга и, главное, забыть про постоянные остановки станка на правку.
Недавно нам довелось вплотную заняться наладкой пятиосевого шлифовального станка RS500. Это жесткий аппарат, заточенный под pinch/peel шлифование, по кинематике очень близкий к популярным Rollomatic NP5. Задача перед нами стояла простая, но жесткая: нужно было существенно ускорить съем твердого сплава на заготовках разных диаметров, при этом не завалить геометрию уступов и гарантировать, что материал не потрескается от перегрева.
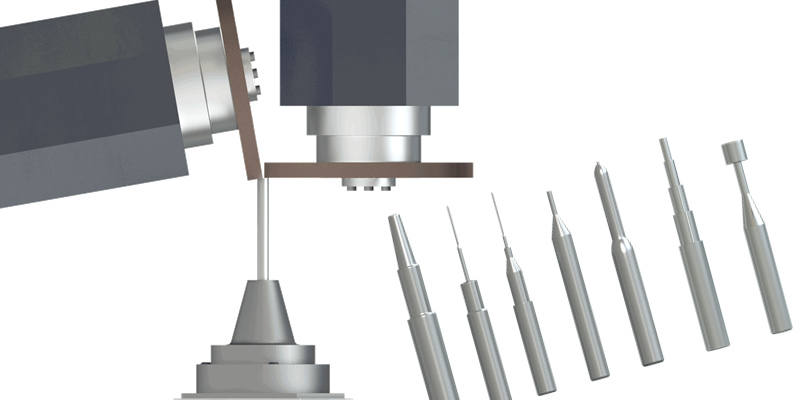
Чтобы вы понимали общую картину, вот в каких условиях велась работа до оптимизации режимов:
На этих кругах оператор работал очень осторожно: за один проход снимал максимум 0.003"–0.004" (где-то 0.07–0.1 мм) на заготовках диаметром 3/4". Скорость подачи и обороты детали держали на минимуме — просто боялись, что смола не выдержит и «залижет» кромку круга.
Хотя старый круг при аккуратной работе позволял попадать в допуск, у этой технологии быстро вылезли три серьезных ограничения:
Из-за постоянного страха сколоть кромку заготовки или прижечь твердый сплав, технологи закладывали ультраконсервативные проходы и подачи. Время цикла на одну деталь получалось огромным, и дневной план цеха регулярно проседал.
Peel-шлифование коварно тем, что вся нагрузка ложится на тонкую кромку шлифовального круга. Органическая связка на круге D150 просто не справлялась с таким удельным давлением и теряла профиль за считанные минуты. Оператору приходилось без конца вскрывать круг корундовым бруском вручную, теряя драгоценное время смены.
Твердый сплав не прощает тепловых ударов. Как только смоляной круг засаливается, он перестает резать и начинает тереть. Температура в зоне резания моментально улетает вверх. Если СОЖ бьет чуть в сторону, резкий перепад температур гарантирует появление микротрещин. На контроле в цеху их можно не заметить, но когда клиент поставит готовую фрезу на станок, она сломается на первом же проходе.
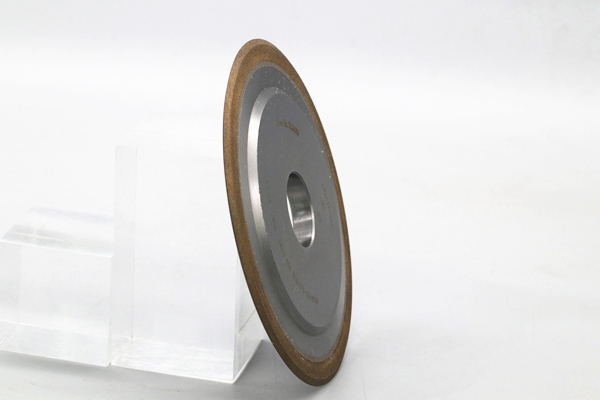
Анализируя простои станка, мы пришли к выводу: органическая связка физически не способна держать боковое давление при выведении ступеней. Нужен был инструмент посерьезнее. Мы решили протестировать алмазный круг на металлической связке с маркировкой MD180 CKH100M. Хотя зерно мы взяли чуть мельче исходного (180 вместо 150), металлическая основа круга в корне изменила ситуацию благодаря трем факторам:

Ошибкой многих технологов является мнение, что для ускорения работы достаточно просто поставить новый круг и удвоить подачу. В peel-шлифовании производительность — это баланс между окружной скоростью круга ($V_s$), оборотами заготовки, скоростью подачи и направлением подачи СОЖ.
Вот к каким цифрам мы пришли в итоге настройки станка RS500:
| Технологический параметр | Старый режим (Смола D150) | Оптимизированный режим (Металл MD180) |
|---|---|---|
| Глубина прохода (Черновое) | 0.003” – 0.004” (одинаковые проходы) | 0.004” – 0.006” (0.102 – 0.152 мм) |
| Глубина прохода (Чистовое) | Без четкого разделения | 0.001” – 0.002” (0.025 – 0.050 мм) |
| Скорость круга (Vs) | Не замерялась / Низкая | 110–130 м/с (Рекомендуемый диапазон: 90–140 м/с) |
| Обороты заготовки (об/мин) | Стандартные / Высокие | 1,000–4,000 об/мин (в зависимости от диаметра) |
| Осевая подача (Traverse Feed) | Стандартная / Быстрая | Медленная подача при глубоком проходе |
| Охлаждение (СОЖ) | Синтетика под давлением | Обильный полив под давлением + точечные сопла |
Давайте разберем физику процесса — почему именно эти цифры дали результат на станке RS500:
Когда металлический круг вращается со скоростью 110–130 метров в секунду, время контакта каждого отдельного алмазного зернышка с твердым сплавом сокращается до микросекунд. За счет этого падает боковое усилие, отжимающее деталь от люнета. Алмазы не испытывают ударных перегрузок и не скалываются. Связка изнашивается очень плавно и равномерно, за счет чего круг постоянно «самозатачивается» в процессе работы.
При шлифовке тонких и длинных стержней их прогиб под нагрузкой — главная проблема. Если деталь вращается слишком быстро, возникает сильное биение, и о точности геометрии можно забыть. Снизив обороты детали до 1,000–4,000 об/мин (подбирали под конкретный диаметр), мы убрали вибрацию. Медленная подача позволила кругу выводить идеальные концентрические уступы.
Проще говоря: когда круг на металле летит на скорости 120 м/с, контакт идет в одной жестко контролируемой точке. Медленное вращение заготовки (например, на 1,500 об/мин) полностью гасит вибрации, и мы получаем точный диаметр уступа без лишней возни.
Пытаться содрать весь припуск за одинаковые средние проходы — это гарантированный способ перегреть твердый сплав. Металлическая связка позволяет снять основное «мясо» за один-два глубоких прохода (до 0.15 мм за раз). А финальный легкий проход (буквально 0.02 мм) убирает шероховатость, выводит четкий угол уступа и срезает тончайший слой, в котором могли остаться тепловые напряжения.
Как только мы закрепили новые режимы и поставили круг MD180 на станок RS500, работа пошла совсем по-другому:
Металлическая связка показала себя отлично, но будем реалистами — это решение под определенные задачи. Вот простой чек-лист для технологов:

Если соберетесь переходить со смолы на металл на операциях шлифовки ступеней, обязательно проконтролируйте два момента при наладке:
Во-первых, проверьте биение (runout) шпинделя станка RS500 при монтаже нового диска. Даже минимальное осевое или радиальное биение убьет преимущество металлической связки — круг будет изнашиваться неравномерно (пятнами), а деталь пойдет волной из-за вибрации.
Во-вторых, обратите внимание на СОЖ. Металлический круг на высокой скорости создает вокруг себя мощный воздушный поток, который буквально сдувает слабую струю охлаждения. Бокувые сопла должны подавать чистое шлифовальное масло или качественную синтетику под хорошим давлением точно в зону резания. Только так вы гарантируете чистый съем без прижогов и долгую жизнь круга.











