Резюме: В условиях модернизации российского автопрома и роста требований к точности, традиционные абразивы перестают справляться с обработкой деталей из порошковой металлургии (ступицы синхронизаторов, роторы VVT, роторы масляных насосов). В этой статье мы детально разберем преимущества кругов CBN на керамической связке и предоставим техническое руководство по достижению плоскостности ≤0.005 мм и шероховатости Ra ≤0.4 мкм в условиях серийного производства.

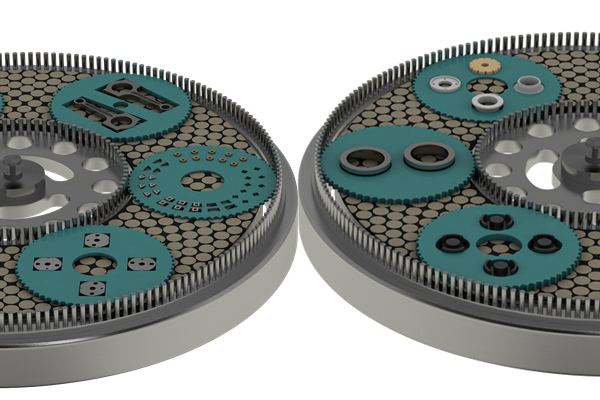
В трансмиссиях и двигателях детали из порошковой металлургии (PM) играют ключевую роль. Однако такие компоненты, как ступицы синхронизаторов, звездочки распредвалов и седла клапанов, обладают специфическими свойствами, которые превращают двустороннее шлифование в сложную задачу:
Чтобы помочь инженерам российских заводов подобрать оптимальный техпроцесс, мы систематизировали данные для двух наиболее распространенных типов деталей. Данные основаны на работе станков Lapmaster, Koyo, Nissei и Hexagon.

| Параметр | Рекомендация / Диапазон | Техническое примечание |
|---|---|---|
| Размеры круга | D800–1200 мм × T50–65 мм | Для крупных двусторонних станков |
| Зернистость CBN | Черновая: 80#–120# Чистовая: 180#–240# |
Для Ra < 0.4 мкм чистовую зернистость повышают до 320# |
| Связка / Концентрация | Керамическая / 125%–150% | Высокая концентрация увеличивает ресурс круга |
| Скорость круга (Vs) | 35–45 м/с | Умеренная скорость снижает риск прижогов |
| Съём за проход | Черновой: 0.03–0.06 мм Чистовой: 0.005–0.015 мм |
Принцип «малый съем — много проходов» |

Для отдела закупок и технологов выбор правильной зернистости — это ключ к контролю себестоимости детали (Cost Per Part). Ниже приведена таблица соответствия:
Опыт работы с заводами РФ позволил выделить топ-3 проблемы при внедрении CBN:
Проблема А: Прижоги или «синева» на детали
Причина: Слишком высокая подача или недостаток СОЖ.
Решение: Снизить скорость круга (Vs). Проверить давление СОЖ (минимум 1.5 МПа). Пористая структура PM удерживает тепло, поэтому требуется мощный поток жидкости.
Проблема Б: Риски, царапины (Galling)
Причина: Грязная СОЖ или выкрашивание крупного зерна.
Решение: Проверить магнитный сепаратор и бумажный фильтр. Выбрать связку с более сильным удержанием зерна.
Проблема В: Быстрое засаливание круга (потеря режущей способности)
Причина: Круг слишком твердый, нет самозатачивания.
Решение: Использовать более «мягкую» или пористую керамическую связку. Применить правку алмазным роликом (отношение правки 1:3–1:5).
Российская автомобильная промышленность переживает этап трансформации цепочек поставок. Мы понимаем, что разные производители порошковых деталей имеют уникальные рецептуры (плотность, содержание масла, карбиды).
Поэтому керамические круги CBN — это не «универсальный инструмент». Мы настоятельно рекомендуем проводить тестовую шлифовку перед серийным запуском.
Стартовая рекомендация: Зернистость 120#–180#. Далее мы оптимизируем процесс на основе полученных Ra, плоскостности и времени цикла.
Для получения технико-коммерческого предложения, пожалуйста, сообщите нам:
Наши инженеры разработают индивидуальное решение для двустороннего шлифования CBN специально для вашего производства.









.jpg)





