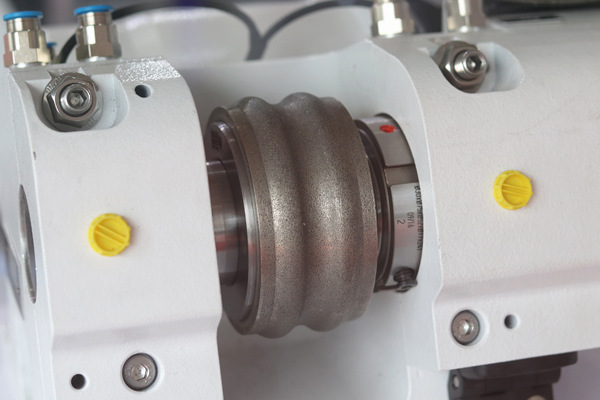
В сфере ультрапрецизионной металлообработки качество и допуски готовой детали напрямую зависят от состояния шлифовального круга. Именно здесь на помощь приходит алмазный правящий ролик (в промышленности также известный как ролик алмазный фасонный). Это высокоточный вращающийся инструмент, предназначенный для профилирования, очистки и правки шлифовальных кругов, возвращающий им исходную геометрию и максимальную режущую способность.

Основные области применения этого инструмента в современном машиностроении включают:
Многие инженеры на производстве и руководители цехов сталкиваются с постоянными проблемами: нестабильность точности профиля круга, крайне короткий срок службы правящего инструмента и низкая эффективность процесса. Использование высокоточного алмазного ролика для правки шлифовальных кругов устраняет эти проблемы, гарантируя, что точный профиль без отклонений переносится на круг, а затем и на готовую деталь.
Для понимания процесса производства высокопроизводительного алмазного правящего ролика первым фундаментальным шагом является строгий отбор и подготовка сырья.

Использование графита в качестве материала для формы (матрицы) не случайно; форма действует как «негатив» конечного инструмента. Мы выбираем блоки из промышленного графита высочайшей чистоты, поскольку они обладают незаменимыми техническими характеристиками:
В свою очередь, выбор алмазов составляет основу инструмента. В зависимости от требований к абразивной обработке могут использоваться природные алмазы, обеспечивающие исключительно острые режущие кромки, или синтетические (CVD или MCD), гарантирующие непревзойденную геометрическую стабильность. Зернистость алмаза, обычно измеряемая в мешах или микронах, точно подбирается в зависимости от требуемой чистоты поверхности на шлифовальном круге. Кроме того, плотность и распределение этих зерен напрямую определяют износостойкость готового инструмента.

Уровень геометрической точности фасонного алмазного ролика строго ограничен точностью его графитовой матрицы. Это главный технологический барьер, отличающий производителей премиум-класса от остальных участников рынка.
Для получения желаемых контуров используются специально разработанные инструменты из поликристаллического алмаза (PCD) для фрезерования внутренней части графитового блока. При работе со сложной геометрией технологи должны контролировать два критических параметра:
Золотое правило в производстве этих абразивных инструментов гласит: любая микронная погрешность при обработке графита перенесется и приумножится на конечной детали. Поэтому контроль окружающей среды и калибровка фрезерных станков с ЧПУ, обрабатывающих графит, являются обязательными этапами.
После готовности графитовой матрицы процесс переходит к наиболее высокотехнологичному этапу: сборке материалов и запеканию на молекулярном уровне.
Сначала выполняется укладка алмазов. Под мощными промышленными микроскопами опытные специалисты вручную размещают кристаллы алмаза на внутренних стенках формы. Расположение может быть равномерным для обеспечения постоянного износа или направленным, стратегически ориентированным в зависимости от расчетных сил резания при вращении ролика.
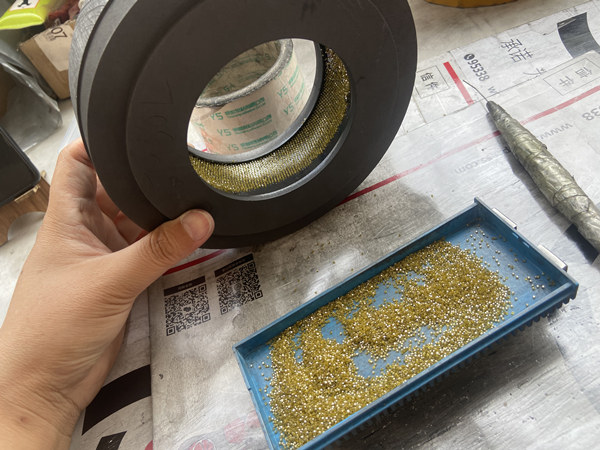
Затем в центр графитовой формы помещается стальной сердечник или базовый корпус ролика. Оставшееся пустое пространство тщательно заполняется специально подобранными металлическими порошками — так называемой металлической связкой.
Собранная конструкция помещается в вакуумные печи для процесса высокотемпературного спекания. В этой контролируемой среде металлические порошки плавятся и сплавляются, надежно закрепляя алмазы на стальном корпусе. Успех алмазного ролика на металлической связке зависит от таких факторов, как высота выступания алмазов (чрезмерное выступание ведет к выпадению; недостаточное — снижает режущую способность), сила удержания металлического сплава и строгий контроль теплового расширения с помощью кривых медленного охлаждения во избежание разрушения алмазов из-за термошока.
После извлечения из печи инструмент еще не обладает требуемой нанометрической точностью. Постобработка — это этап доводки, который поднимает качество ролика до стандартов квалитетов точности (IT).

Процесс начинается с извлечения из формы: графитовая матрица разрушается щадящими механическими методами для высвобождения металлического ролика с инкрустированными алмазами. Затем деталь подвергается обработке внутренних поверхностей и торцов на внутришлифовальных станках с ЧПУ. Это гарантирует абсолютную концентричность центрального отверстия по отношению к внешнему алмазному профилю.
Заключительный этап — калибровка профиля. На ультрапрецизионном шлифовальном оборудовании обрабатывается поверхность самого алмазного ролика. Этот процесс удаляет микроскопические излишки металлической связки и выравнивает вершины алмазов для достижения точной геометрии, требуемой по чертежам. Без такого контроля точности финишной правки естественные микроискажения при спекании снизили бы производительность ролика на предприятиях конечных пользователей.
В секторе высокоточного машиностроения качество должно подтверждаться осязаемыми эмпирическими данными. Поэтому готовый алмазный правящий ролик проходит протокол контроля качества замкнутого цикла.
Служба метрологии выполняет строгий контроль радиального биения, используя оптические и механические измерения, чтобы гарантировать, что динамическое биение составляет менее 2 микрон. Одновременно проводится измерение профиля с помощью лазерных сканеров и профилометров для проверки соответствия каждого радиуса и угла исходному чертежу.
Перед отгрузкой проводятся реальные эксплуатационные испытания. Ролик устанавливается на тестовый круглошлифовальный станок для профилирования стандартного круга из белого электрокорунда. Затем этот круг используется для шлифования стальной тестовой оправки. Если значения шероховатости поверхности (Ra), погрешность профиля и стабильность размеров тестовой детали соответствуют самым строгим международным стандартам, ролик сертифицируется, очищается, упаковывается и готовится к отправке.
Производство первоклассного алмазного правящего ролика требует идеальной интеграции знаний в области материаловедения, прецизионной обработки на станках с ЧПУ и безошибочных протоколов контроля. В конкурентном мире шлифования зубчатых колес, инструментов и автомобильных компонентов надежность производственного процесса гораздо важнее, чем конкуренция исключительно по самой низкой цене.
При оценке поставщиков правящего инструмента руководители отделов закупок и главные инженеры должны учитывать непреложные технические критерии: способность производителя проектировать и выпускать сложные индивидуальные профили, наличие полного цикла внутренней метрологической проверки и подтвержденный опыт решения проблем абразивной обработки в реальных промышленных условиях.
Если ваша текущая производственная линия страдает от преждевременного износа инструмента или падения качества обработки, пришло время обновить технологию правки.
Сделайте следующий шаг к оптимизации процессов шлифования:
1. Каков средний срок службы алмазного правящего ролика?
Срок службы напрямую зависит от области применения, объема снимаемого материала, типа шлифовального круга и параметров резания. Однако при правильном проектировании и использовании в оптимальных режимах высококачественный алмазный ролик может спрофилировать десятки тысяч деталей, прослужив от нескольких месяцев до более года на линиях непрерывного производства.
2. Можно ли отремонтировать или перешлифовать изношенные алмазные ролики?
Да, в большинстве случаев это возможно. Если износ профиля не повредил базовую стальную структуру и остался достаточный алмазный слой, ролик может быть подвергнут процедуре перешлифовки (восстановления профиля). Этот процесс возвращает инструменту первоначальную геометрическую точность за небольшую часть стоимости нового ролика.
3. Какую техническую информацию мне нужно предоставить для заказа ролика по моим чертежам?
Для проектирования и изготовления точного решения нам в первую очередь требуются: CAD-чертеж или технический эскиз желаемого профиля (готовой детали или шлифовального круга), требуемые допуски и спецификации вашего шлифовального станка (максимальный наружный диаметр, диаметр посадочного отверстия, направление вращения и об/мин). Обладая этими данными, наши инженеры смогут подобрать точную плотность алмазов и состав связки для вашего техпроцесса.












