Смотрите на профилометр. Цифры мигают и замирают: Ra 0.129. Сделали всё по инструкции. Сняли фаску на шлифовальном. Прошли абразивами от 180 до 2000 грит. Деталь на ощупь гладкая. Ставите войлочный круг, наносите полировальную пасту, ждете идеального зеркала (Ra ниже 0.1).
А цифра не падает.
Смотрите на деталь под углом к свету — видите «волны» и мутную шагрень. На кромках появился легкий темный оттенок, словно металл подгорел. Оператор давит сильнее, добавляет пасты. Становится только хуже. Мужики, давайте по делу. Виноват не станок и не руки рабочего. Вся проблема в последнем звене — войлочном круге и твердой пасте.
Как технологи, мы видим эту картину на заводах постоянно. Пытаться отполировать титановые сплавы (ВТ6, TC4, TA15) по технологии нержстали — это гарантированный брак. Титан не прощает старых подходов.
Титан — специфичный металл. У него высокая прочность, но катастрофически низкая теплопроводность. Тепло от трения не уходит вглубь детали, оно концентрируется на поверхности. К тому же он химически гиперактивен.
Что происходит, когда вы даете обороты на войлочном круге? Чистое жесткое трение.
На микроуровне возникают экстремальные температурные пики. Титан моментально реагирует с кислородом воздуха. Образуется твердая, хрупкая оксидная пленка (те самые темные прижоги на краях).
Хуже того, войлок слишком мягкий. У него нет режущей способности. Он просто «зализывает» верхушки царапин, оставшихся после 2000-й наждачки. Визуально появляется блеск, но геометрия поверхности остается бугристой. Это классический эффект «апельсиновой корки». Игла профилометра прыгает по этим микрократерам, поэтому ваш Ra намертво зависает на 0.129.

Если вы работаете на плоскошлифовальном станке или переделанном точиле, вам не нужно бежать за пятиосевым ЧПУ. Оставьте свои этапы шлифовки до 2000 грит — это отличная база.
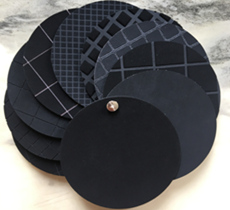
Но на финишном этапе сделайте следующее: Снимите войлок. Поставьте черный демпфирующий полиуретановый (ПУ) полировальник.
И уберите обычные алмазные пасты или пасту ГОИ. Вам понадобится щелочная суспензия коллоидного диоксида кремния (нано-зерно 20-50 нм).
Почему эта простая замена пробивает барьер в Ra 0.1?
Оптический полиуретан — это не тряпка. Это жесткая структура, пронизанная микропорами. Поры работают как губка, удерживая СОЖ и полировальную суспензию прямо в пятне контакта. Деталь не греется. Никаких прижогов и изменения цвета титана.
Черный ПУ-пад имеет строго заданную упругость. Он достаточно мягкий, чтобы не наделать новых царапин, но достаточно жесткий, чтобы работать как микро-шабер. Он срезает гребни после 2000 шкурки и выравнивает плоскость, а не проваливается в канавки, как войлок.
Щелочная среда суспензии (pH 9.0–10.5) химически реагирует с титаном. На поверхности образуется ультратонкий размягченный слой. Полиуретановый пад деликатно сносит этот слой. Это и есть химико-механическое полирование (CMP). Научный и единственно верный путь к честному зеркалу Ra ≤ 0.02 без скрытых дефектов структуры.
Важно: Если крутить ПУ-пад на тех же оборотах, что и войлок, вы его расплавите. Запишите рабочие параметры для станка:
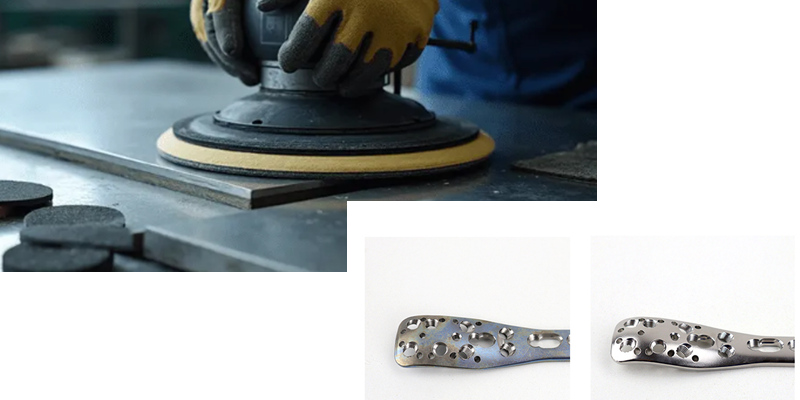
Если завтра вы решите уйти от ручной шлифовки наждачкой и запустить партию на станках, полиуретан закроет весь цикл. Именно так работают производители медицинских имплантов и авиационных лопаток:
Даже с идеальной оснасткой бывают сбои. Если на линии пошел брак, проверяйте следующее:
Да, качественный микропористый полиуретан стоит дороже куска войлока. Но он не боится кислот, не рвется и ходит в 3-5 раз дольше.
Главное — он расшивает узкое место. Часами тереть деталь, чтобы ОТК завернуло её из-за шероховатости 0.129 — это слив бюджета. Замените один расходник на финише, и стрелка профилометра упадет ниже 0.05. Зеркало будет настоящим.