Недавно к нам обратился клиент, который производит магнитные коннекторы (Pogo Pin разъемы). Ребята на производстве столкнулись с настоящей головной болью, которая тормозила весь процесс несколько недель. Им требовалась двусторонняя доводка (double side lapping) сразу трех абсолютно разных материалов в одной сборке: стекла, корпуса из нержавеющей стали и неодимовых магнитных пинов N52.
Что они получали на выходе, используя обычные шлифовальные диски? Полный брак. В цеху постоянно вылезали одни и те же дефекты:

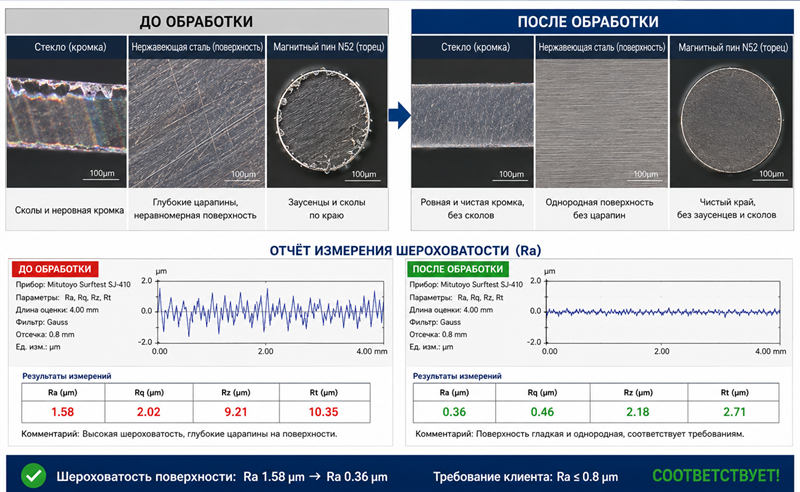
Но самое жесткое требование заказчика — вся эта "солянка" из материалов должна была иметь идеальную поверхность с шероховатостью строго Ra 0.8 мкм за один проход.
Говоря простым языком, проблема в том, что у этих материалов совершенно разная твердость и физика стружкообразования:
Почему стандартные диски "одно лечат, а другое калечат"?
Наладчики станков часто замечают:
Настроили режим так, чтобы стекло не лопалось → начинает крошиться магнитный пин.
Сделали рез более агрессивным → нержавейка вся в царапинах.
Снизили давление до минимума → упала производительность, план горит.
Причина проста: обычные диски плохо отводят стружку, накапливают тепло и имеют однородный размер зерна.
Чтобы вы понимали масштаб задачи, вот техпроцесс:
Сразу оговорюсь: мы не заставляли клиента покупать новый станок. Дело было в самом инструменте.
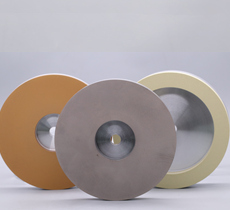
Изучив процесс, мы подобрали для них шлифовальный диск на полимерной (смоляной) связке со смешанным зерном (Resin bond mixed-grit grinding disc). В чем соль этой технологии?
.jpg)
В отличие от жестких дисков на металлической связке, смола обладает легкой упругостью. Она работает как микро-амортизатор при давлении. Именно эта мягкость — главный секрет того, почему стекло и магниты N52 перестали крошиться.
Вместо одного размера алмазного зерна используется грамотный микс:
В результате мы снимаем припуск без сильного давления и стабильно выходим на те самые Ra 0.8 мкм за одну операцию.
Это критический момент. Плотный диск моментально забивается стружкой от нержавейки (засаливается). Наш диск имеет пористую структуру. Эти поры работают как каналы: через них СОЖ (охлаждающая жидкость) свободно заходит в зону реза и вымывает липкую стружку нержавейки. Итог: холодное резание и полное отсутствие царапин.
После установки новых дисков и небольшой корректировки режимов подачи, мы получили следующее:
Если на вашем производстве стоят станки двусторонней доводки, эти диски отлично подойдут для:
1. Отвод тепла важнее, чем давление прижима
Многие сколы на стекле появляются не от того, что станок сильно давит, а из-за того, что накопившееся тепло создает термическое напряжение. Деталь буквально лопается от перепада температур.
2. Использование слишком "однородного" абразива
Пытаться получить идеальный рез и полировку сразу трех разных материалов одним размером зерна — утопия.
3. Засаливание диска убивает деталь за секунду
Если мелкая стружка нержавейки не вымывается из зоны реза моментально, на следующем обороте она сработает как резец и поцарапает всю поверхность. Поднимется температура, и магнит даст трещину. Это цепная реакция.
Если сейчас в вашем цеху:
Напишите нам. Укажите материалы, модель вашего доводочного станка (lapping machine) и требования к шероховатости. В большинстве случаев проблема кроется не в плохом станке, а в том, что структура полировального диска не подходит под конкретные условия.