Технологи и мастера участков, которым доводилось обрабатывать алюмооксидную керамику (Al2O3) с содержанием оксида 92% или 95%, хорошо знают: этот материал не прощает ошибок. Высокая микротвердость (около 1150 HV) в сочетании с хрупкостью превращает обычное прецизионное плоское шлифование в суровое испытание для оборудования и инструмента. Постоянные микросколы на кромках деталей, прижоги, микротрещины, которые обнаруживаются только при дефектоскопии, или «затуманенная» поверхность вместо зеркального блеска — типичные проблемы при неверном выборе технологии.
Когда речь идет о производстве уплотнительных колец, торцевых пар трения или запорных регулирующих элементов, требования к точности выходят на космический уровень. Здесь мало просто получить визуально чистую поверхность — критически важна геометрия. Любое отклонение от плоскостности свыше доли микрона гарантирует негерметичность узла при высоких эксплуатационных давлениях.
Если в вашем цехе партии уплотнений бракуются из-за неплоскостности, а шлифовальные круги приходится править каждые полчаса из-за засаливания и потери режущих свойств, то эта статья поможет разобраться, как решить задачу на практике. Ниже мы детально разберем технологию двустороннего шлифования деталей из Al2O3 с помощью алмазных кругов на керамической связке.
Керамика на основе оксида алюминия — классический хрупкий неметаллический материал. В отличие от закаленных сталей или твердых сплавов, где удаление припуска происходит преимущественно за счет пластической деформации, при шлифовании керамики разрушение материала идет по механизму контролируемого микроскалывания.
При использовании стандартных абразивов из карбида кремния или алмазных кругов на бакелитовой (органической) связке производство сталкивается со следующими барьерами:
Чтобы гарантировать стабильный допуск, необходимо использовать инструмент, способный сохранять геометрию под нагрузкой и обеспечивать свободное резание без избыточного тепловыделения. Таким инструментом являются алмазные шлифовальные круги на керамической связке (Vitrified Bond).

Керамическая связка — это спеченная стекловидная структура, которая кардинально отличается по своим физико-механическим свойствам от органической смолы и металла.
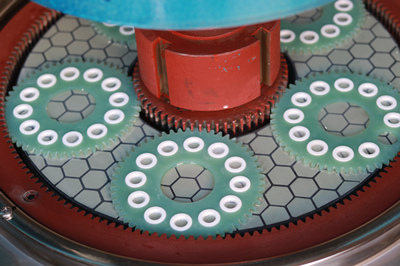
Давайте обратимся к конкретному технологическому отчету обработки партии деталей на производстве, где использовался станок двустороннего шлифования Speedfam.
Заготовка представляет собой кольцевое уплотнение с высокими требованиями к шероховатости торцов и параллельности плоскостей.
| Параметр заготовки | Значение на производстве |
|---|---|
| Материал детали | Алюмооксидная конструкционная керамика (92% Al2O3) |
| Микротвердость | 1150 HV |
| Размеры кольца | Внешний Ø: 22 мм × Внутренний Ø: 17 мм × Толщина: 4,5 мм |
| Объем загрузки (за один цикл) | 150 деталей (равномерно распределенных в кассетах-сателлитах) |
Данные параметры были подобраны технологами для исключения сколообразования при стабильной производительности:
| Параметр режима | Рабочее значение |
|---|---|
| Общий снимаемый припуск (по толщине) | 0,20 мм |
| Скорость вертикальной подачи (съема) | 0,025 мм/мин |
| Удельное давление прижима | 150 г/см2 |
| Частота вращения нижнего диска | 70 об/мин |
| Частота вращения верхнего диска | 35 об/мин |
| Частота вращения солнечной шестерни | 25 об/мин |
| Количество рабочих циклов | 28 циклов ступенчатого изменения нагрузки |

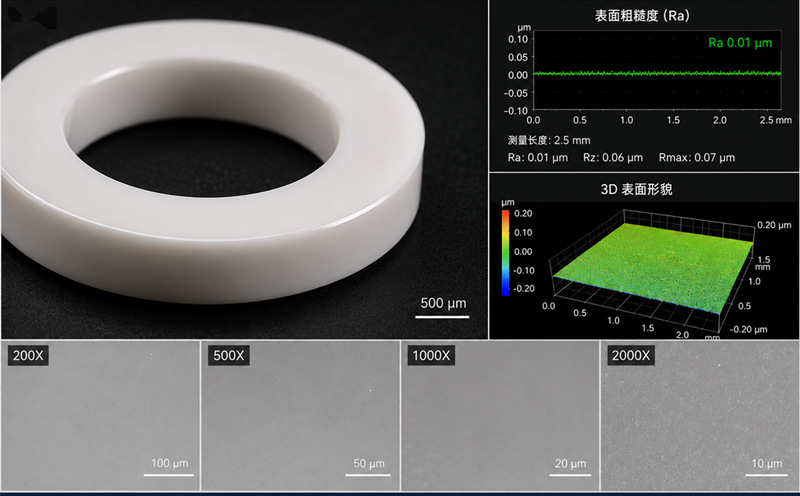
После прохождения полного цикла шлифования на финишном алмазном диске на керамической связке были зафиксированы следующие метрологические показатели:
| Контролируемый параметр | Фактическое значение |
|---|---|
| Плоскостность торцов (Flatness) | 0,0003 мм (0,3 мкм) |
| Параллельность плоскостей (Parallelism) | 0,0010 мм (1,0 мкм) |
| Шероховатость поверхности (Roughness) | Ra 0,01 мкм (Чистое зеркало) |
Для наглядности приведем сравнительную таблицу эксплуатационных качеств алмазных кругов на различных связках при плоском шлифовании алюмооксидной керамики:
| Показатель эффективности | Круг на органической связке (смола) | Круг на керамической связке |
|---|---|---|
| Удаление тепла из зоны резания | Низкое (смола является теплоизолятором) | Отличное (за счет развитой пористости и теплопроводности) |
| Способность удерживать профиль | Слабая (круг быстро изнашивается и требует профилирования) | Превосходная (сохраняет геометрию неделями) |
| Склонность к засаливанию круга | Высокая (требуется частая принудительная правка) | Минимальная (шлам выводится через поры) |
| Расход алмазного сырья на деталь | Высокий (из-за быстрого осыпания зерен) | Минимальный (зерно работает до полного износа) |
| Стабильность плоскостности в партии | Средняя (требуется постоянный подналад станка) | Очень высокая (разброс размеров минимален) |

При заказе алмазных кругов для двусторонней обработки керамических уплотнений рекомендуем опираться на следующие спецификации:
Наилучшие результаты показывают круги с гексагональным (шестигранным) сегментированием рабочей поверхности. Каналы между сегментами служат для дополнительного отвода шлама и распределения потоков СОЖ под действием центробежных сил, что полностью исключает термический прижог керамики.
Разрабатываемый алмазный инструмент адаптирован для беспрепятственной установки на шпиндели прецизионных станков ведущих мировых брендов: Speedfam, Peter Wolters, Lapmaster, Stahli и Melchiorre.
Даже на отличном оборудовании в процессе работы могут возникать отклонения. Вот краткая памятка для оператора станка по устранению дефектов:
Причина: Потеря режущей способности круга («зализывание» зерен), из-за чего возрастает сила резания, либо слишком высокая начальная скорость подачи.
Решение: Выполните кратковременную правку круга с помощью бруска из оксида алюминия средней твердости, чтобы вскрыть новые алмазные зерна. Снизьте скорость врезания на первом этапе цикла.
Причина: Износ рабочей поверхности шлифовальных дисков или непараллельность шпинделей станка.
Решение: Проверьте геометрию дисков с помощью прецизионного правила. При необходимости произведите процедуру взаимной правки (притирки) верхнего и нижнего дисков. Настройте соосность шпинделей.
Причина: Недостаточное охлаждение. СОЖ не попадает непосредственно в зону резания либо забиты поры алмазного диска.
Решение: Отрегулируйте направление сопел подачи СОЖ. Проверьте концентрацию смазочных присадок в растворе. Проведите очистку (правку) диска для вскрытия пор.
Мы предлагаем услуги по расчету оптимальной спецификации алмазных кругов на керамической связке под ваше техническое задание. Проводим подбор параметров шлифования, адаптацию посадочных мест под станки Speedfam, Peter Wolters, Lapmaster и техническое сопровождение на этапе внедрения.











