Алмазные круги для заточки твердосплавных фрез и сверл: как выбрать решение для 5-осевых станков и повысить эффективность
Изготовление и переточка осевого твердосплавного инструмента — это высокотехнологичный процесс, требующий бескомпромиссной точности. Для современных инструментальных производств, эксплуатирующих 5-осевые заточные станки с ЧПУ, правильный выбор абразивного инструмента является ключевым фактором рентабельности и качества выпускаемой продукции.
В этой экспертной статье мы подробно разберем, как выбрать алмазный инструмент, избежать термического повреждения режущей кромки и за счет чего можно снизить себестоимость обработки на 20-30%.
1. Почему алмазные шлифовальные круги для карбида являются стандартом в индустрии
Когда речь идет об обработке карбида вольфрама (WC-Co), известного как твердый сплав, компромиссов быть не может. Многие начинающие технологи пытаются найти универсальное решение, но физика процесса диктует свои правила.
- Алмаз против CBN (Эльбор): Золотое правило инструментальщика — алмаз используется исключительно для твердого сплава, керамики и стекла. Эльбор (CBN) предназначен для быстрорежущих сталей (HSS). Попытка заточить твердосплавную фрезу эльборовым кругом неизбежно приведет к моментальному засаливанию связки, перегреву и разрушению абразива.
- Преимущества алмазного зерна: Исключительная твердость алмаза позволяет эффективно снимать слой твердого сплава при агрессивных подачах, сохраняя геометрию режущей кромки на микронном уровне.
- Требования кинематики ЧПУ: Станки с числовым программным управлением требуют от круга идеального удержания профиля, отсутствия торцевого биения и высокой температурной стабильности.
.jpg)
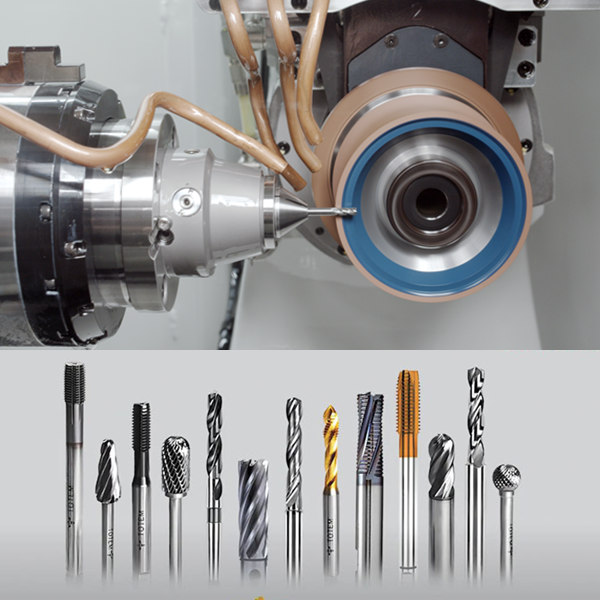
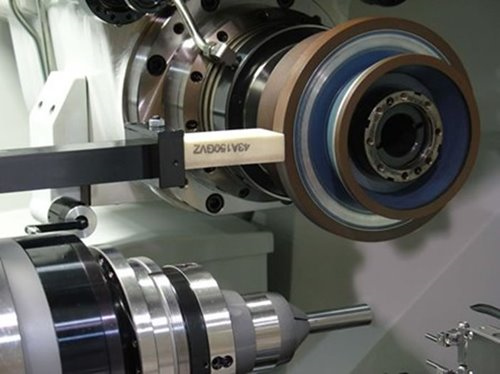
2. Особенности заточки фрез и сверл на 5-осевых станках (Walter, ANCA, VOLLMER)
Высокопроизводительная заточка инструмента на 5-осевых станках (таких как Walter Helitronic, ANCA MX/TX, VOLLMER VGrind) позволяет за одну установку формировать стружечные канавки, спиральные ленточки и сложные задние углы. Однако алмазный круг для сверл с ЧПУ и фрез работает в экстремальных условиях, что часто вызывает технологические проблемы:
- Термические прижоги: Возникают из-за неправильно подобранной связки или недостаточного давления охлаждающей жидкости (СОЖ). Перегретый твердый сплав теряет прочность, что приводит к поломке фрезы во время работы.
- Микросколы режущей кромки (выкрашивание): Являются прямым следствием использования слишком крупного зерна на финишных операциях или вибраций шпинделя станка.
- Потеря размерной точности: Если шлифовальный круг быстро теряет профиль (интенсивный износ), первая и последняя фреза в партии будут иметь существенные отклонения по наружному диаметру.
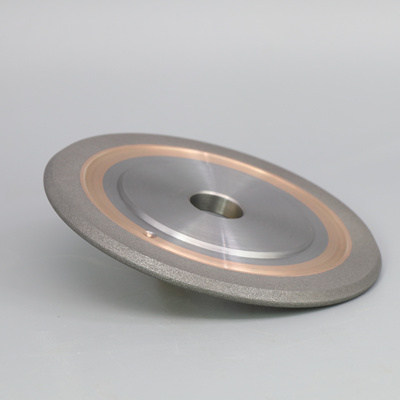
3. Виды алмазных кругов: какие типы связок нужны для инструмента
Для решения проблемы выбора необходимо понимать классификацию абразивов и их прямое назначение в цикле изготовления концевого инструмента.
Классификация по типу связки:
- Полимерная / Органическая (Resin bond): Самая востребованная связка. Обеспечивает мягкий, "холодный" рез и отличное качество поверхности. Легко поддается правке. Идеальна для затыловки и заточки торцевых зубьев.

- Металлическая и Гибридная (Metal / Hybrid bond): Обладает высочайшей износостойкостью. Применяется для вышлифовывания стружечных канавок (fluting) на высоких скоростях подачи, где критически важно удержание профиля.
- Гальваническая (Electroplated): Однослойное покрытие для сверхагрессивного съема. Не подлежит правке и используется для специфических черновых операций.
Таблица применяемости по формам (стандарт ISO):
| Форма круга (ISO) |
Назначение в 5-осевой обработке |
Рекомендуемая связка |
| 1V1 / 14F1 (Прямой / Профильный) |
Прорезка стружечных канавок по сплошному материалу |
Гибридная / Полимерная (жесткая) |
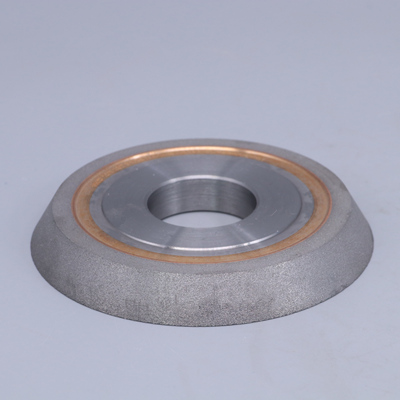
| 11V9 / 12V9 (Чашечный) |
Заточка по задней поверхности, формирование ленточки |
Полимерная (мягкая) |
| 12V2 (Тарельчатый) |
Формирование торцевых зубьев фрезы |
Полимерная |
.jpg)
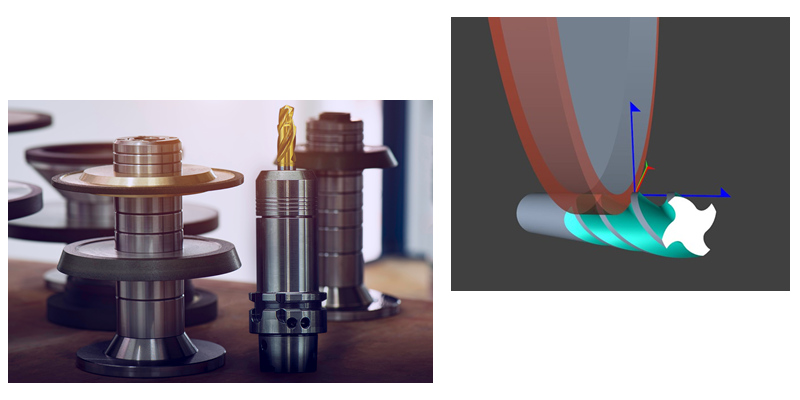
4. Правильный выбор алмазного круга для 5-осевой заточки: 5 ключевых параметров
От того, насколько грамотно осуществлен подбор, зависит 80% успеха на производстве. Технологи рекомендуют опираться на 5 базовых параметров:
- Размер зерна (Grit size): По стандарту FEPA, для черновой прорезки канавок используйте крупное зерно (D126, D91). Для финишной доводки кромки твердосплавного сверла или фрезы требуется мелкое зерно (D64, D54, D46), обеспечивающее минимальную шероховатость.
- Концентрация алмаза: Оптимальная концентрация для полимерной связки при общих работах — 75% или 100% (C75 - C100). Для удержания профиля при тяжелом флютинге (вышлифовке) требуются круги с концентрацией 120% - 150%.
- Связка под тип СОЖ: Убедитесь, что связка совместима с вашей СОЖ (чистое масляное охлаждение или водосмешиваемая эмульсия). Масло лучше отводит тепло и снижает трение, позволяя использовать более жесткие износостойкие связки.
- Геометрия и шпиндель: Посадочный диаметр (обычно 20 мм или 31.75 мм) должен идеально, без малейшего люфта, садиться на оправки HSK вашего станка.
- Скорость резания (Vc): Убедитесь, что инструмент рассчитан на рабочие скорости шпинделя, обычно это диапазон 18–30 м/с для полимерных связок.
Ищете идеальный абразив под вашу кинематику?
Мы предлагаем профессиональный подбор кругов для станков Walter, ANCA и VOLLMER. Наши инженеры разработают спецификацию, которая снизит время цикла и повысит качество инструмента!
5. Частые ошибки при шлифовании алмазными кругами и как их избежать
Анализируя технологические процессы на различных инструментальных заводах, мы выделили самые критичные ошибки, приводящие к браку:
- - Отсутствие правильной правки (Вскрытия): Круг на полимерной связке необходимо регулярно "вскрывать" бруском из оксида алюминия. Если этого не делать, связка оплавляется, алмазные зерна прячутся, и инструмент начинает "тереть" твердый сплав, вызывая мгновенный прижог.
- - Ошибки в подаче СОЖ: Подача охлаждающей жидкости под низким давлением не способна сбить тепловую подушку в зоне контакта. Струя должна быть направлена строго в зону резания под давлением не менее 10-15 бар.
- - Универсальность в ущерб качеству: Попытка заточить сверло и прорезать глубокую канавку одним кругом 11V9 со средним зерном. Это всегда приводит либо к термическому повреждению инструмента, либо к чудовищно низкой производительности.
6. Как повысить ресурс круга и снизить себестоимость заточки твердосплавного инструмента
В условиях жесткой конкуренции снижение производственных затрат выходит на первый план. Как добиться реальной экономии?
- Считайте стоимость заточки одной фрезы (ROI): Дешевые круги "no-name" стоят в 2 раза меньше, но изнашиваются в 4 раза быстрее и требуют постоянных остановок на правку. Время простоя высокотехнологичного станка стоит слишком дорого. Выгоднее использовать премиальный абразив с высоким ресурсом.
- Оптимизация режимов подачи (Feed rate): Не завышайте подачу на первых проходах. Дайте кругу плавно "вработаться" в материал.
- Автоматизация правки: Используйте функции автоматической компенсации износа и правки в ПО вашего станка (например, в ToolRoom или Tool Studio), чтобы продлить срок службы абразива до его геометрического предела.
Часто задаваемые вопросы (FAQ)
A: Можно ли использовать CBN (эльбор) для заточки карбида?
Q:Категорически нет. При высоких температурах в зоне резания эльбор вступает в химическую реакцию с углеродом, содержащимся в твердом сплаве. Происходит интенсивный износ, круг моментально теряет свои режущие свойства. Для карбида вольфрама подходит только алмаз.
A: Какую зернистость выбрать для универсальной заточки фрез?
Q:Если технологический процесс требует компромисса (использование одного круга для черновой и чистовой обработки по задней поверхности), отраслевым стандартом является зерно D64 или D76 с концентрацией C100 на полимерной связке.
A:Почему круг перестает резать и вызывает перегрузку шпинделя?
Q:Это явление называется «засаливанием». Связка забивается шламом твердого сплава, а алмазные зерна скругляются. Решение: провести правку абразивным бруском (оксид алюминия) для обнажения новых острых граней алмаза.
Повысьте рентабельность вашего заточного участка уже сегодня
Мы знаем, что неправильный выбор абразива обходится предприятиям слишком дорого. Наша компания специализируется на поставках высокоресурсных алмазных кругов для инструментальных производств, обеспечивая безупречное качество по адекватной цене.
Что вы получаете при сотрудничестве с нами:
- Технический аудит процесса и подбор аналогов ведущих европейских брендов.
- Предоставление кругов для тестирования на вашем оборудовании.
- Профессиональную русскоязычную поддержку от опытных технологов.
Отправьте параметры вашего станка и чертежи инструмента прямо сейчас! Мы рассчитаем экономию под ваш техпроцесс и вышлем технико-коммерческое предложение.
.jpg)











