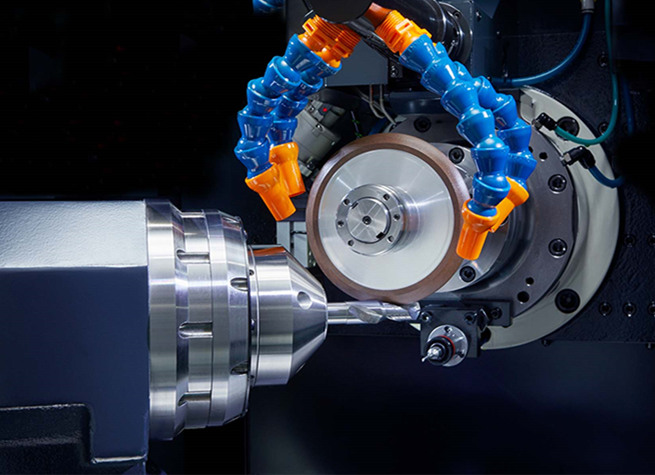
В современном инструментальном производстве точность — это всё. Когда речь идет о заточке режущего инструмента на 5-осевых станках с ЧПУ (Walter, ANCA, VOLLMER), выбор правильного абразива напрямую влияет на качество режущей кромки и себестоимость детали. Круг эльборовый для заточки фрез по металлу стал абсолютным стандартом в отрасли.
В этой статье мы подробно разберем, почему CBN круги превосходят аналоги, как читать требования ГОСТ и как правильно подобрать инструмент для вашего станка, чтобы избежать брака и простоев.

Эльбор, или CBN (кубический нитрид бора) — это сверхтвердый материал, уступающий по твердости только алмазу. Однако в металлообработке он имеет одно ключевое технологическое преимущество.
Многие начинающие специалисты задаются вопросом: почему для стали нельзя использовать алмазные круги? Ответ кроется в химии. При высоких температурах (свыше 700°C) алмаз вступает в химическую реакцию с углеродом, содержащимся в стали, что приводит к катастрофически быстрому износу круга. CBN химически инертен к железу. Это делает эльборовый круг идеальным решением для обработки:
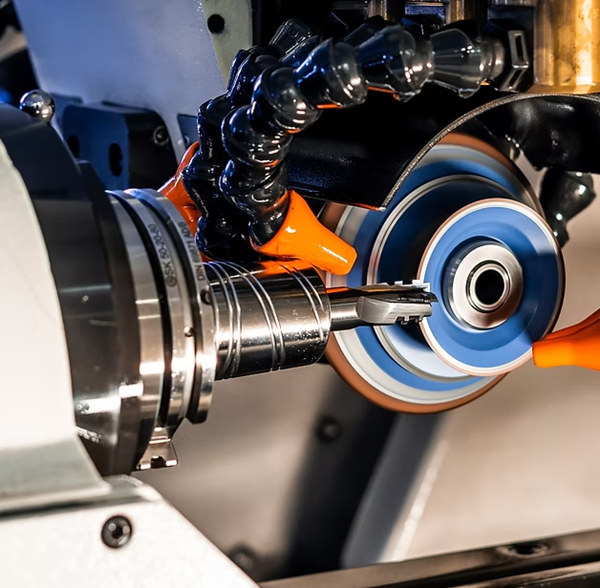
Качественная заточка фрез по металлу (как концевых, так и дисковых) требует минимального тепловыделения. CBN круги обеспечивают так называемое «холодное резание», что критически важно для сохранения микроструктуры металла и предотвращения микротрещин. В результате инструментальная шлифовка проходит стабильнее, а инструмент служит дольше.
В инструментальном производстве соответствие строгим стандартам (таким как ГОСТ 24106) — это базовая гарантия качества и предсказуемости процесса. ГОСТ-маркировка значительно упрощает входной контроль на предприятии и помогает технологам быстрее адаптировать инструмент под существующие технологические карты.
При подборе круга важно правильно считывать ключевые параметры маркировки:

Чтобы купить эльборовый круг, который выведет производительность на новый уровень, необходимо учитывать кинематику оборудования. 5-осевые заточные центры, такие как Walter Helitronic, ANCA, VOLLMER или Schneeberger, работают на высоких скоростях, поэтому балансировка и профиль круга должны быть безупречны.
Подбор круга для станка Walter или аналогов жестко привязан к конкретному этапу обработки:
| Этап заточки | Рекомендуемая зернистость (FEPA / ГОСТ) | Тип связки | Особенности и задачи |
|---|---|---|---|
| Черновая (прорезание стружечной канавки) | B126 / B151 (125/100 - 160/125) | Гибридная / Металлическая | Максимальный съем материала, строгое удержание радиуса профиля |
| Чистовая (формирование заднего угла/ленточки) | B46 / B54 / B64 (50/40 - 63/50) | Бакелитовая (Resin) | Минимальная шероховатость (Ra), идеальная острота кромки |
| Профилирование | B91 / B107 (100/80 - 125/100) | Полиамидная / Керамика | Высокая стойкость кромки шлифовального круга |
Частая технологическая ошибка: Использование слишком жесткой связки при чистовой обработке ленточки. Это не дает зернам вовремя обновляться, что приводит к трению и перегреву (прижогу) режущей кромки HSS фрезы.
Даже самый дорогой круг не покажет 100% эффективности без правильной настройки станочной системы. Увеличение ресурса шлифовального круга и точная заточка фрез CBN достигаются за счет контроля следующих факторов:
Если вы сталкиваетесь с прижогами металла, первым делом проверьте подачу СОЖ, затем попробуйте снизить скорость подачи (Vf) или используйте круг с более открытой структурой связки.
Современные производственные комплексы предъявляют максимально строгие требования к расходным материалам. Крупные машиностроительные кластеры постоянно наращивают объемы выпуска продукции. Выбирая эльборовые круги, Россия, а также индустриальные центры в таких странах как Беларусь, Казахстан и Узбекистан, ориентируются на бесперебойность поставок и технологичность.
Основной спрос формируют:
Для крупного производства надежный поставщик CBN (СНГ) сегодня — это партнер, способный обеспечить:
Грамотно выстроенная работа с производителем абразивов позволяет инструментальным цехам снижать себестоимость заточки одной фрезы до 30–40% без потери стойкости режущего инструмента.
Готовы заказать CBN круг и внедрить его на производстве? Используйте этот чек-лист для проверки компетенций производителя/поставщика:
Остерегайтесь аномально низких цен: некачественные круги часто имеют неравномерную концентрацию эльбора или нарушенную балансировку. Это приводит к биениям шпинделя, микровибрациям и, как следствие, к безвозвратному браку дорогостоящих фрез.
Q:Для HSS (Р6М5, Р18, Р6М5К5 и их зарубежных аналогов) безальтернативным решением являются эльборовые (CBN) круги. В отличие от алмаза, они не вступают в химическую реакцию со сталью и предотвращают термоудар, сохраняя твердость режущей кромки фрезы.
Q: Алмаз — самый твердый материал, но при обработке железосодержащих сплавов с выделением тепла он подвержен диффузному износу (разрушается из-за реакции с углеродом в стали). CBN химически и термически стабилен при нагреве вплоть до 1000°C. Поэтому алмаз применяется исключительно для твердых сплавов (карбид вольфрама), а CBN — для любых видов сталей.











